Repair Talk: Neubundierung mit dem richtigen Bunddraht
von Michael "Doc" Schneider, Artikel aus dem Archiv
Anzeige
Der sauber vorbereitete Hals liegt nun voller Erwartung auf der Werkbank und harrt der Dinge, die da noch auf ihn zukommen. Es steht eine Neubundierung auf der To-Do-Liste, die aber noch etwas vorbereitet werden muss. Bevor nun, den schnellen Fortschritt vor Augen, hastig der Bunddraht in das Griffbrett getrieben wird, sollte erst einmal geklärt werden, welches Material zu den Vorgaben des Halses passt.
Anzeige
SCHLITZ IST NICHT GLEICH SCHLITZ
Maßgeblich beteiligt an dieser Auswahl ist die Breite des Bundschlitzes. Genauso wie die Kronen der Bundstäbchen in verschiedensten Formen zur Auswahl stehen, haben Bünde auch unterschiedliche Füße. Diese variieren in Breite und Tiefe. Die Tiefe des Schlitzes kann in der Regel durch ein Nachsägen an die Anforderungen des Wunschmaterials angepasst werden und dies ist ja beim Projekthals bereits geschehen. Nicht ganz so einfach ist die Auswahl in puncto Fußbreite.
Dadurch, dass entsprechende Sägen nur in wenigen unterschiedlichen Stärken erhältlich sind, ist das zehntelgenaue Aufsägen nicht immer möglich. Trifft ein schmaler Fuß auf einen breiten Schlitz, findet der Bund häufig keinen überzeugenden Halt – er löst sich wieder aus dem Schlitz. Trifft im anderen Extrem ein breiter Fuß auf einen schmalen Schlitz, hält der Bund sicherlich bombenfest. Dadurch, dass der eingetriebene Fuß jedoch wie ein kleiner Keil im Griffbrett wirkt (und von denen arbeiten dann mehr als 20), wird der Hals häufig nach hinten überbogen.
Bei tendenziell geraden Hälsen kann dieses Überbiegen dazu führen, dass selbst unter Saitenzug kein notwendiger Durchhang eingestellt werden kann. Gerade in den tiefen Lagen wird der überbogene Hals immer Probleme durch störendes Scheppern der Saiten machen. Im Extremfall muss selbst ein Two-Way-Trussrod machtlos zusehen. Jenseits der beiden Extreme (zu locker/zu stramm) kann die Bundierung aber unterstützend Einfluss auf die Statik des Halses nehmen.
Zur Erinnerung: Bei der Erstinspektion hatte der Hals den Verlauf einer Banane, welche durch den beherzten Einsatz des T-Rods begradigt werden konnte. Tendenziell ist der Hals also eher durchgebogen. 22 nicht zu stramm sitzende Keile könnten unterstützend eingreifen, den T-Rod entlasten und sicherstellen, dass der Hals auch unter Saitenzug kontrollierbar bleibt.
Für das Ermitteln der Schlitzbreite habe ich vorgefertigte Metallplättchen in unterschiedlichen Stärken in meinem Werkzeugbestand (Abb. 1). Das 0,26-Zoll-Plättchen (ca. 0,66 mm) verschwindet so gerade eben im Schlitz. Bei dem relativ weichen Griffbrettmaterial des Projekthalses ist das schon ein recht breiter Schlitz. Anders als bei einem sehr harten Material wird ein breiter Bundfuß kaum dazu neigen, den Hals übermäßig zu überbiegen. Beim Projekthals wird das Material nachgeben, die Bundfüße wirken dann eher unterstützend.
Abb. 1: Überprüfen der Schlitzbreite (Bild: M. "Doc" Schneider)
Mit diesen Vorgedanken fällt meine Bundauswahl auf einen Draht des amerikanischen Anbieters StewMac. Bei einer ca. 2,5 mm breiten und etwa 1,3 mm hohen Krone hat er einen ca. 0,8 mm breiten Fuß (inklusive Widerhaken). Dieser Bunddraht wird der Kandidat der Wahl. Er hat ein gefälliges Profil und der Fuß wird im Schlitz ausreichend Halt finden. Ich erhoffe mir zusätzlich eine helfende statische Unterstützung durch die oben beschriebene Wirkung der „Keile“.
Steht die Materialauswahl fest, werden die Bundschlitze und das Griffbrett ein letztes Mal überprüft, gegebenenfalls noch einmal nachgeschliffen und ist dann bereit für die anstehende Neubundierung (Abb. 2).
Abb. 2: Fertig vorbereitetes Griffbrett (Bild: M. "Doc" Schneider)
GERADER DRAHT FÜRS GEKRÜMMTE BRETT
Den Stew-Mac-Bunddraht beziehe ich üblicherweise in gerader Stangenform (Abb. 3/oben). Der gerade Draht wird sich aber nur schwer und mit suboptimalem Ergebnis auf einem gekrümmten Griffbrett einsetzen lassen. Er muss vorgebogen werden. Ein kleines aber hilfreiches Werkzeug hilft dabei. Durch Rollen geführt wird der Draht auf einen am Werkzeug einstellbaren Radius gebogen (Abb. 3/unten).
Abb. 3: Biegen des Bunddrahtes (Bild: M. "Doc" Schneider)
In mehreren Stufen taste ich mich an den Radius des Griffbrettes heran. Ziel ist ein leicht überbogener Draht, der etwas mehr Krümmung aufweist als das Griffbrett. Wird der Draht zu sehr vorgebogen, steht er ggf. in der Mitte etwas hoch, wenn ein weiter Schlitz nicht in der Lage ist, den Fuß genügend zu fixieren. Bei einem zu geraden Bund machen eher die Bundenden die Probleme. Bei mir funktioniert das leichte Überbiegen gemäß Abb. 4 sehr gut.
Abb. 4: Leicht überbogen: Der vorbereitete Bunddraht (Bild: M. "Doc" Schneider)
Ist der Draht vorgebogen, säubere ich ihn und entferne so Metallreste und andere Rückstände, die bei der Herstellung und der Bearbeitung am Bundmaterial haften geblieben sind. Dazu tränke ich ein Tuch in Waschbenzin und ziehe den Draht durchs Tuch (Abb. 5).
Abb. 5: Säubern des Bunddrahtes mit Waschbenzin (Bild: M. "Doc" Schneider)
Im nächsten Arbeitsschritt wird das nun vorgebogene Rohmaterial auf das Griffbrett gelegt und entsprechend des Griffbrettmaßes mit etwas Überstand abgelängt (Abb. 6/links). Sind alle Bünde geschnitten, warten sie anschließend in einem helfenden Klotz auf ihre Weiterverarbeitung (Abb. 6/rechts). Der Klotz hält sie einzeln geordnet für den kommenden Einsatz parat.
Abb. 6: Das Bundmaterial auf Länge geschnitten (Bild: M. "Doc" Schneider)
DRAHT TRIFFT BRETT
Wenn es die Situation irgendwie zulässt, presse ich Bünde ins Griffbrett. Dafür habe ich eine kleine Handpresse und das nötige Zubehör. Mit etwas Übung ist das Pressen eine sehr präzise und materialschonende Methode, die Bünde ins Griffbrett zu setzen. Da aber nicht jeder Bausatz-Tuner entsprechende Werkzeuge zur Verfügung haben wird, soll bei dem P90-Projekt zur Demonstration ganz traditionell mit dem Hammer bundiert werden.
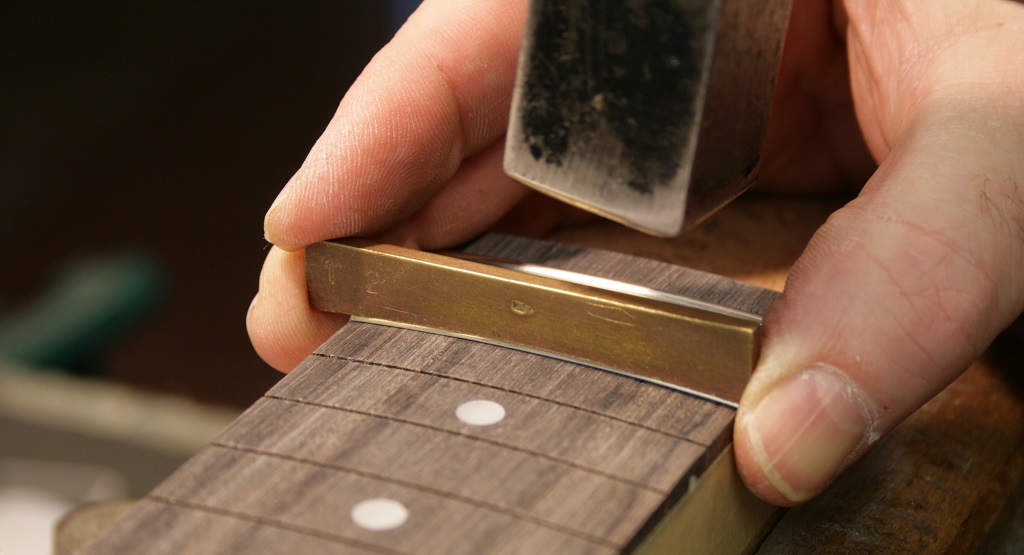
Diesen Part übernimmt ein gewöhnlicher 300-g-Hammer, dessen Schlagfläche ich aufpoliert habe (Abb. 7/links). Die spiegelglatte Oberfläche schont die Kronen der Bünde beim Eintreiben. Beginnend an den Bundenden treibe ich den Bund mit beherzten aber nicht brutalen Schlägen ins Material. Der Bund setzt sich von den Enden her in das Griffbrett (Abb. 7/rechts). Diese Methode ist bei mir zur Routine geworden. Das gilt aber nicht für jeden.
Abb. 7: Bundieren mit dem Hammer (Bild: M. "Doc" Schneider)
Viele Werkstätten nutzen eine geformte Zulage (Abb. 8) beim Bundieren. Auf dem Bund aufliegend verteilt sie die Wirkung der Hammerschläge und setzt den Draht so in den Schlitz. Beide Methoden funktionieren und der Interessierte kann bei Bedarf ein bisschen herumexperimentieren und prüfen, welche Methode besser von der Hand geht.
Abb. 8: Alternativer Ansatz: Die Bünde werden mit einer Zulage eingesetzt. (Bild: M. "Doc" Schneider)
Unabhängig von der Wahl der Methode ist das Ziel: gut sitzende, dem Radius folgende Bünde. Wenn nötig kann ein Kleber helfen, den Bund zu fixieren. Mit einer feinen Nadel wird etwas Sekundenkleber in den Schlitz gespritzt, bevor der Bund dann eingetrieben wird. Der ausgehärtete Kleber hält den Bund später im Schlitz – lose Bünde werden so weitestgehend vermieden.
Ist das Ziel erreicht, müssen die nun überstehenden Bundkanten abgeschnitten werden. Diese Arbeit übernimmt eine spezielle Zange, deren Wangen an den Vorderseiten flacher geformt sind. Im Gegensatz zu einer herkömmlichen Kneifzange schneidet dieses, im spezialisierten Fachhandel erhältliche Werkzeug den Bund sehr nah am Griffbrett. Ich arbeite mit der Zange gemäß Abb. 9/oben.
Abb. 9: Der Überstand wird abgeschnitten. (Bild: M. "Doc" Schneider)
Einige Werkstätten führen die Zange um 90 Grad gedreht, die Schneide also parallel zum Griffbrett. Auch das scheint zu funktionieren, und es steht dem Tuner frei, verschiedene Methoden auszuprobieren, um dann den Favoriten anzuwenden. Nach dem seitlichen Ablängen sitzen die Bünde nun im Griffbrett (Abb. 9/unten), und ich trage an ihren Enden noch eine kleine Menge Sekundenkleber auf, um eventuell nicht genügend gefüllte Schlitzenden zu füllen (Abb. 10). Nach dem Trocknen des Klebers werden die Bundkanten weiterbearbeitet.
Abb. 10: Sekundenkleber verschließt den Bundschlitz (Bild: M. "Doc" Schneider)
DIE GESCHMEIDIGE KANTE
Um die noch leicht überstehenden Bundenden möglichst „unfühlbar“ an die Griffbrettkante anzuschmiegen, arbeite ich gemäß Abb. 11/oben mit einer Feile entlang der Griffbrettkante. Der Handel bietet spezielle Halterungen an, in denen die Feile eingespannt wird und dann in einem festgelegten Winkel am Griffbrett entlanggeführt wird. Auch wenn diese Halterungen von der Idee her gut sein mögen, funktioniert für mich die gezeigte Freihandmethode besser. Die Flucht der Griffbrettkante wird weitestgehend übernommen, und mit etwas Übung tendiert man auch nicht dazu, zu schräg zu arbeiten. Ich arbeite auf möglichst steile Kanten an den Bundenden hin, um die größtmögliche nutzbare Länge herauszuarbeiten. Ein späteres Abrutschen der Saiten an den Griffbrettkanten soll so vermieden werden.
Abb. 11: Die Bundkanten werden beigearbeitet. (Bild: M. "Doc" Schneider)
Da nicht jedes Griffbrett an der Kante absolut gerade verläuft (in Halsrichtung), erreicht die lange gerade Feile in einigen Situationen nicht alle Bundenden. Es hilft dann, mit einer in Griffbrettrichtung schräg geführten Feile nachzuarbeiten (Abb. 11/unten).
Abb. 12: Die Bundkanten im Zwischenstadium (Bild: M. "Doc" Schneider)
Häufig hinterlässt eine Feile eine dann doch noch nicht ganz sauber ausgearbeitete Bundkante (Abb. 12/oben). Die Abb. 12/unten zeigt das final angestrebte Resultat. Ein klar definiertes Bundende sitzt in einem gefüllten und nahezu unsichtbaren Schlitz. Um Angestrebtes zu erreichen, wickele ich 240er-Schleifpapier um eine Feile und arbeite entlang der Griffbrettkante (Abb. 13/rechts). Die Kanten verlieren auf diese Art noch letzte Bearbeitungsspuren der Feile und schmiegen sich fast nahtlos an die Griffbrettkante. Wichtig: Die Feile nicht zu schräg halten!
Abb. 13: Finaler Schliff der Bundkante (Bild: M. "Doc" Schneider)
Auf Abb. 13/links erkennt man schön die noch recht geraden Kanten. Diese werden in späteren Arbeitsschritten noch „entschärft“ und bekommen dann noch den abschließenden Schliff, um möglichst geschmeidig in der Hand zu liegen.
Somit ist die Bundierung zunächst einmal abgeschlossen. Abb. 14 zeigt das Zwischenergebnis. Ein erstes Überprüfen mit dem Lineal bestätigt die Materialwahl. Der eingetriebene Stew-Mac Draht unterstützt den Hals wie geplant und der T-Rod muss nicht mehr so hart herangenommen werden, um den Hals gerade einzustellen. Da der Füller rund um das Inlay mittlerweile gut durchgehärtet ist, wird es im nächsten Repair Talk an der Kopfplatte weitergehen.
Einfach faszinierend der Repair Talk! Wenn es keine andere Möglichkeit gäbe, würde ich mir anhand dieser Anleitung eine Neubundierung selbst zutrauen. Allerdings besteht derzeit keine Not, bzw. meine Gitarren sind teure Klampfen, da werde ich, abgesehen von üblichen Einstellarbeiten, doch lieber nur Fachleute ran lassen.

















Einfach faszinierend der Repair Talk! Wenn es keine andere Möglichkeit gäbe, würde ich mir anhand dieser Anleitung eine Neubundierung selbst zutrauen. Allerdings besteht derzeit keine Not, bzw. meine Gitarren sind teure Klampfen, da werde ich, abgesehen von üblichen Einstellarbeiten, doch lieber nur Fachleute ran lassen.