Repair Talk: Bünde abrichten, entgraten und aufpolieren
von Michael "Doc" Schneider,
Anzeige
Der nun folgende Repair Talk wird sich mit einer Projektetappe beschäftigen, die sehr wichtig für die Bespielbarkeit und die Haptik eines bundierten Instruments ist. Gemeint ist das Abrichten, Entgraten und Aufpolieren der Bünde. Da können Komponenten noch so hochwertig und kritisch selektiert worden sein – der komplette Mix wächst erst durch ein präzises Setup zu etwas „Feinem“ zusammen, und die Erfahrung aus meiner Werkstatt zeigt, dass so manches Instrument (ob Eigenprojekt oder Stangenware) diesbezüglich noch etwas Finetuning benötigt, um das volle Potenzial zu entfalten.
Um aus dem Bausatz auch in diesem Punkt das Optimum herauszukitzeln, werden in folgenden Arbeitsschritten mit der nötigen Ruhe die Bünde bearbeitet.
Anzeige
GESCHLIFFENE PRÄZISION
Der ganze Vorgang beginnt mit einem Überprüfen der Bünde, um zu klären wie diese im Griffbrett sitzen. Auch wenn das Projekt sorgfältig neubundiert wurde, sitzen in der Regel nicht alle Bünde hundertprozentig gleich im Griffbrettmaterial. Es geht zwar nur um wenige Zehntel Millimeter, aber ungleich hohe Bünde werden nicht in allen Lagen sauber abliefern. In einigen Lagen wird es ggf. störend scheppern, und/oder Bearbeitungsspuren vom Einsetzen der Bünde werden beim späteren Ziehen der Saite störend in der Bahn liegen. Zudem ist das Bundmaterial auch nicht immer uniform (im Zehntelbereich), so dass alleine schon durch ungleich hohes Material die Kronen unterschiedlich hoch sein können. Egal, was die Untersuchung zu Tage bringt, sind gleich hohe Bünde ohne Frage eine Grundvoraussetzung für ein in allen Lagen sauber klingendes Instrument.
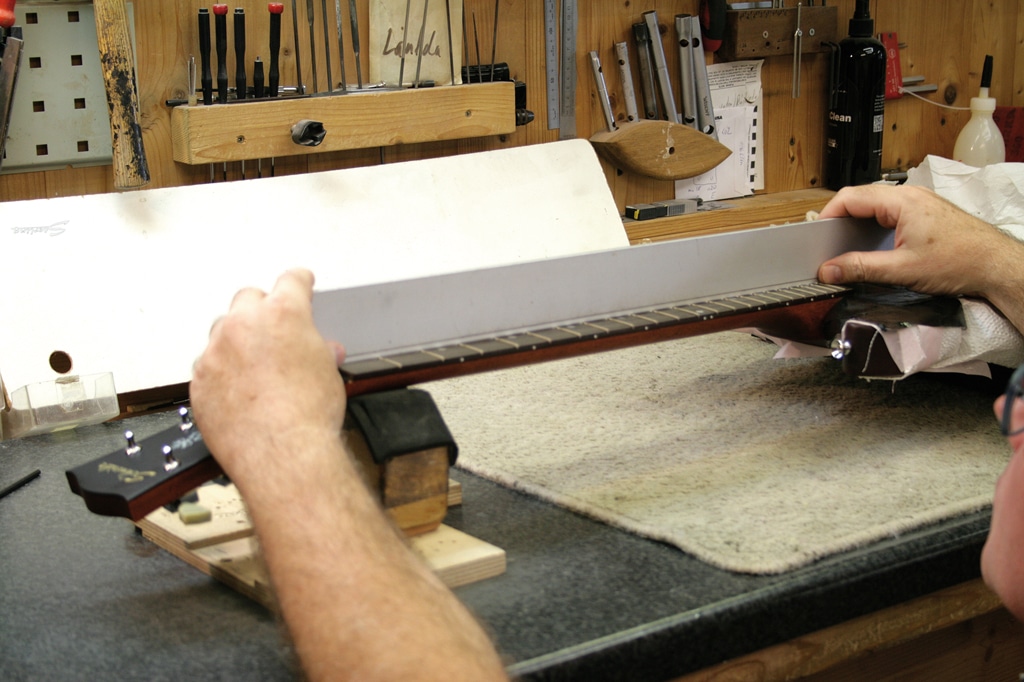
Abb. 1 – Die Bünde werden überprüft (Bild: M. Doc Schneider)
Der prüfende Blick mit dem Alu-Lineal (Abb. 1) gibt einen ersten Eindruck. Ich prüfe mittig auf dem Griffbrett und an den Kanten dem gedachten Saitenverlauf folgend. Mit Hilfe des T-Rods wird der Hals in seiner Krümmung so eingestellt, dass er sich bestmöglich an das Lineal schmiegt und so die ggf. ungleich hohen Bundkronen aufzeigt. Diese gilt es im nächsten Arbeitsschritt auf die gleiche Höhe zu schleifen.
HOLZBLOCK MIT SCHLIFF
Für diesen Vorgang nutze ich einen geraden, ca. 300 mm langen und ca. 50 mm breiten Holzblock, den ich auf der Unterseite mit 240er Schleifpapier versehe. Während die eine Hand den Hals unterstützt, führt die andere Hand den Schleifklotz in Halsrichtung (Abb. 2/oben).
Abb. 2 – Abrichten der Bundkronen (Bild: M. Doc Schneider)
Zunächst werden einige Züge mit mäßiger Kraft durchgeführt. Dadurch werden die am höchsten stehenden Kronen erfasst und bearbeitet. Nun folgt eine Zwischenprüfung gemäß Abb. 1 mit dem Alu-Lineal. Durch das Anschleifen der Bundkronen kann es sein, dass sich der Halsverlauf im Anschluss anders darstellt und ggf. am T-Rod nachjustiert werden muss, um seinen Verlauf möglichst nah ans Lineal zu bringen. Nach nochmaligem Schleifen (Abb. 2/oben) sollte der T-Rod aber in Ruhe gelassen werden, da man schnell die „Das-ist-gerade“-Orientierung verliert und sich im Kreis dreht. Das Notwendige ergibt sich im eigentlichen Prozess des Abrichtens. Schleifen, prüfen, ggf. nachstellen und nach noch einem erneuten Schliff finden sich dann die Bünde und die Linealkante recht problemlos.
Ich bearbeite mit dem Schleifklotz alle Bundkronen in ihrer vollen Länge zunächst in Längsrichtung des Halses, bis das aufgelegte Lineal bestätigt, dass alle Bundkronen auf gleicher Höhe sind. Anschließend arbeite ich in einem zweiten Arbeitsschritt parallel zu den Bünden (Abb. 2/unten). Dadurch verfeinert sich das Schleifbild und auch letzte Unebenheiten werden konform zum Griffbrettradius beigeschliffen. Hierbei hilft der recht lange Schleifklotz, nicht zu punktuell ,sondern ergebnisorientiert mit einer gewissen Länge/Auflagefläche zu arbeiten, um die Flucht des Griffbrettes beizubehalten.
Abb. 3 – Muss nachbearbeitet werden: Der geschliffene Bund (Bild: M. Doc Schneider)
Nach dem Schleifen sind zwar alle Bundkronen wie gewollt auf gleicher Höhe, sind aber rau und weisen eine kantige Krone auf (Abb. 3). Diese gilt es, wieder auf eine halbrunde Form zu bringen und anschließend mit einem spiegelglatten Finish zu versehen.
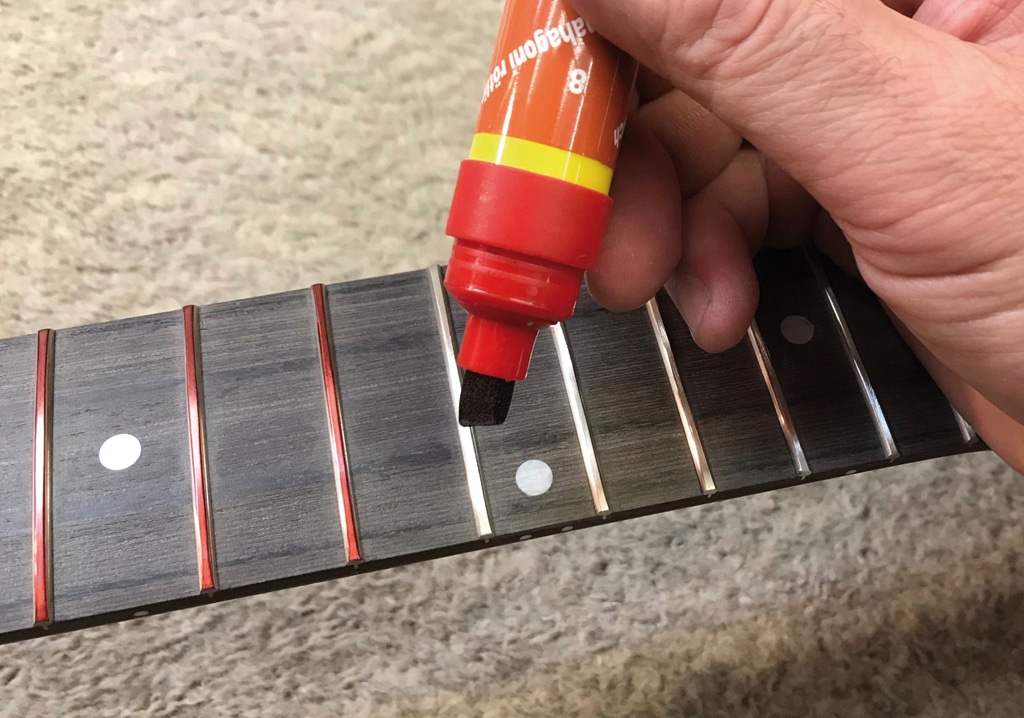
Abb. 4 – Farbliches Markieren der Bundkronen (Bild: M. Doc Schneider)
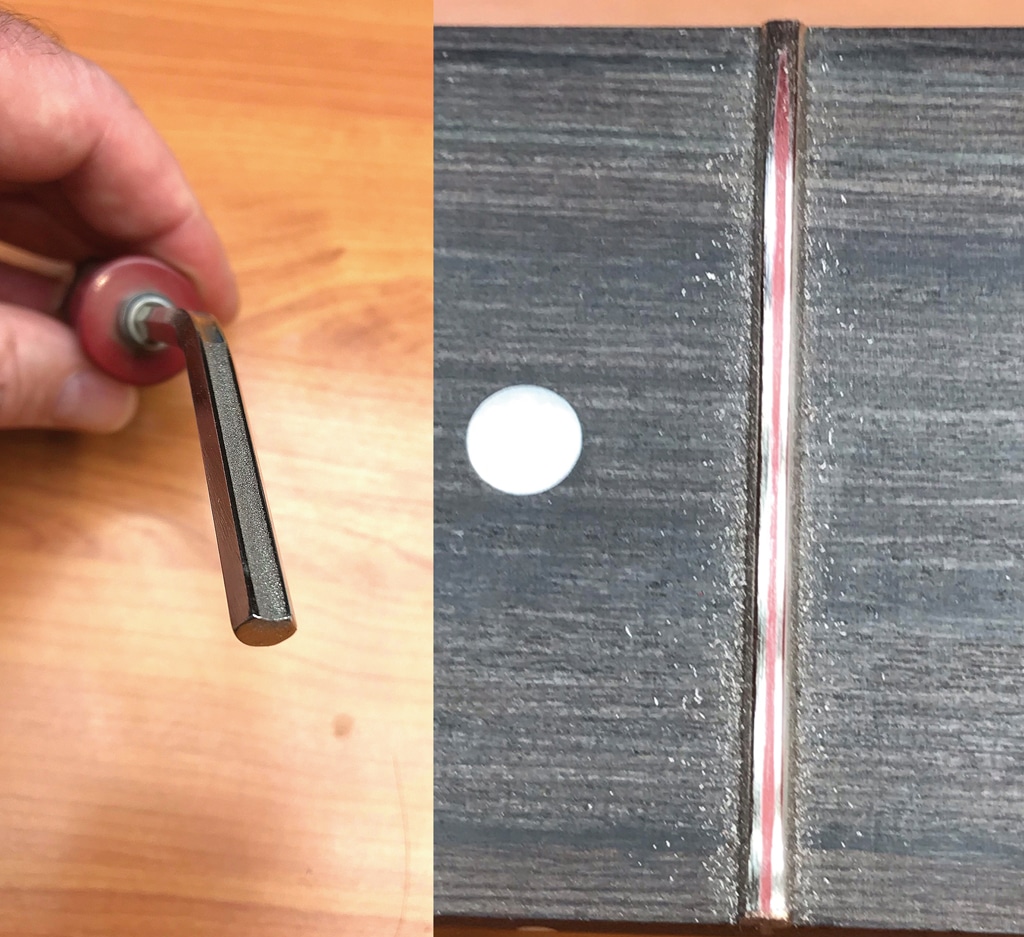
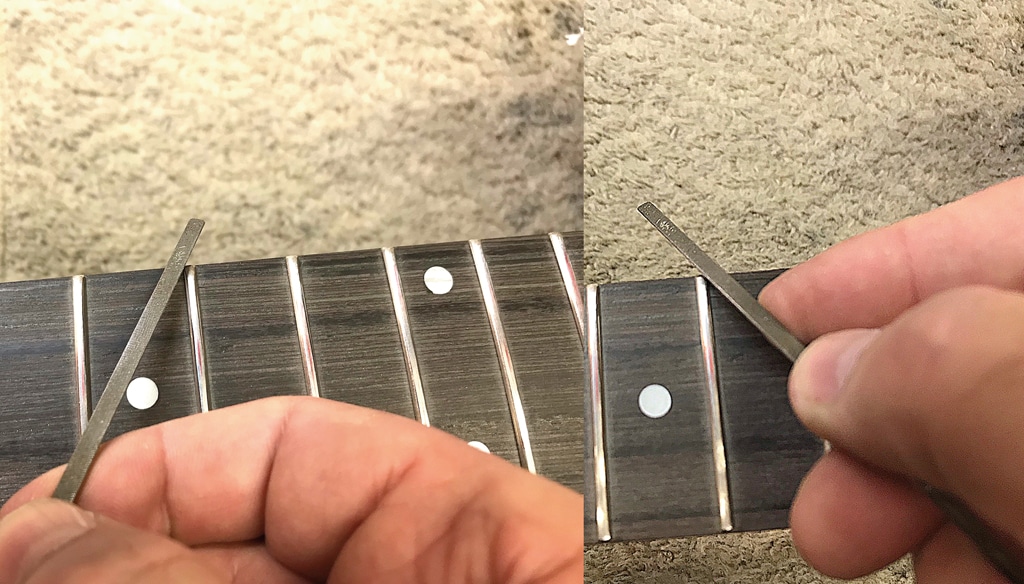
Der Weg dorthin führt über zwei Arbeitsschritte. Zunächst werden mit einer speziellen Feile (Abb. 5/links) die Bundkronen wieder verrundet (profiliert). Damit die Feile aber nicht die nun gleichhohen Bundkronen ungewollt wieder auf unterschiedliche Höhen abfeilt, markiere ich die Bundkronen mit einem Lasurstift/Farbstift (Abb. 4).
Abb. 5 – Wieder in Form: Das profilierte Bundstäbchen (Bild: M. Doc Schneider)
Nun kann mit der halbrunden Feile (Abb. 5/links) die Krone so bearbeitet werden, dass die störende Kante aus Abb. 3 verschwindet und sich wieder eine klar definierte halbrunde Bundkrone formt. Dies ist erreicht, wenn die Feile auf der Krone nur noch eine schmale farbliche Markierung des Stiftes über lässt (Abb. 5/rechts).
SCHARFES BRECHEN
Im zweiten Arbeitsschritt werden die Bundkanten entschärft und verrundet, um dem sensiblen Händchen des Künstlers ein möglichst komfortables Spielgefühl zu vermitteln. Häufig fühlt sich eine Gitarre steif und spröde an. Schon beim ersten Anspielen nimmt eine scharfe Griffbrettkante den Spaß am Instrument. Die Ursache sind häufig überstehende und schlecht verrundete Bundenden, die störend über der Griffbrettkante stehen. Beim Projekt sind die Bünde bereits im Zuge der Neubundierung in einem vorangegangenen Arbeitsschritt bündig an das Griffbrett geschliffen worden. Da steht kein Material mehr über – Bund und Griffbrettkante verlaufen nahtlos ineinander. Trotzdem vermittelt die Griffbrettkante immer noch eine unkomfortable Schärfe. Ursache sind die unteren Spitzen im Kronenverlauf (Abb. 6/rechts) und ein Grat, der sich beim Schleifen an der Flanke der Bundkante gebildet hat (Abb. 6/links).
Abb. 6 – Hier wird es scharf (Bild: M. Doc Schneider)
Um diese Problemzonen zu entschärfen, bearbeite ich sie mit unterschiedlichen Feilen. Da bei allen Arbeitsschritten die entsprechende Feile das Griffbrett berühren kann, ist es wichtig, dass eine Kante der Feile glatt ist (Abb. 7), damit sie beim Feilen das Griffbrett nicht beschädigt.
Abb. 7 – Schützt das Griffbrett: Glatte Kante an der Feile (Bild: M. Doc Schneider)
Ich beginne mit einer steilen Dreikantfeile und stoße mit ihr nur die Spitzen (Abb. 6/rechts) der Bundkante ab. Wie auf Abb. 8 demonstriert, bearbeite ich an jeder Bundkante die einzelnen Flanken.
Abb. 8 – Bearbeiten der Bundkanten (Bild: M. Doc Schneider)
Nachdem die Spitzen abgestoßen sind, folgt eine halbrunde Feile (Abb. 5/links) und mit ihr stoße ich in gleicher Weise wie auf Abb. 8 den Grat von den Flanken (Abb. 6/links). Abschließend bringt eine flachere Dreikantfeile die verschiedenen Ebenen zusammen und formt einen geschmeidigen Übergang von der Bundkante zur Bundkrone.
Wichtig bei dieser Formgebung ist, dass hauptsächlich die seitlichen Flanken bearbeitet werden. Es ist nicht notwendig (und hat auch Nachteile: Die spielbare Bundlänge wird kürzer) die Bundkanten flacher bzw. schräger auszuarbeiten. Es geht lediglich darum, störend Scharfes zu entfernen, dabei aber die Flucht der Kanten, die in vorangegangenen Arbeitsschritten herausgearbeitet wurde, weitmöglichst beizubehalten.
VERLAUFENDE KONTUREN
Das gilt auch für den folgenden Schliff der Kanten. Dazu wickele ich ein robustes Gewebeschleifpapier mit 400er Körnung um den Mittelfinger (Abb. 9/oben) und bearbeite anschließend die Bundkanten an beiden Griffbrettseiten in Halsrichtung (Abb. 9/unten).
Abb. 9 – Die Bundkanten erhalten den finalen Schliff (Bild: M. Doc Schneider)
Durch diesen Schliff wird die Griffbrettkante gebrochen und dadurch entschärft. Zudem schmiegt sich anschließend die Kontur der Bundkante nahezu ansatzlos an die Griffbrettkante. Nach den Bundkanten werden die Bundkronen feingeschliffen und aufpoliert – bei Bedarf hilft ein Abkleben des Griffbrettes mit Klebeband, dieses vor zu grober Schleifarbeit zu schützen. Wieder verwende ich 400er Schleifpapier und arbeite zunächst in Halsrichtung (Abb. 10/links).
Abb. 10 – Schleifen und Polieren der Bünde (Bild: M. Doc Schneider)
Anschließend arbeite ich parallel zu den Bünden, um Schleifspuren zu beseitigen und um die Bünde auf die finale Form zu bringen (Abb. 10/Mitte). Danach poliert feine Stahlwolle, die parallel zu den Bünden eingesetzt wird, die Bünde und das Griffbrett auf (Abb. 10/ rechts). Weiterführend kann eine Maschine (Polierrad- oder Exzenterschleifer mit entsprechendem Aufsatz) Fläche und Bünde weiter verfeinernd aufpolieren. Nach dem Schleifen und Polieren verwende ich zunächst einen mit Waschbenzin getränkten Lappen, um das Griffbrett von allem zu befreien, was einer sauberen Oberfläche im Weg stehen könnte und poliere es im Abschluss mit Ballistolöl auf. So erziele ich eine ansprechend seidenmatte Oberfläche.
Abb. 11 – Geschmeidig: Das „gebrauchsfertige“ Resultat (Bild: M. Doc Schneider)
Beispielhaft zeigt die Abb. 11 eine mögliche Zielvorgabe. Schön zu erkennen sind die gebrochene Griffbrettkante und die nahtlos verlaufende Kontur der Bundenden. Da wird nichts mehr das sensible Händchen stören und so kann sich der Projektaufbau einer ganz anderen Baustelle widmen.
STÖRENDE SPANNUNG
Nachdem Bünde und Griffbrett gebrauchsfertig getuned wurden, kann es am Sattel weitergehen. Dieser wird wieder in die Nut gesetzt und das Projekt wird komplett besaitet und auf Stimmung gebracht (Abb. 12/links).
Abb. 12 – Erzeugt Spannung: Zu hohe Nuten im Sattel (Bild: M. Doc Schneider)
Elektrisch und auch akustisch können dem Projekt schonmal erste Töne und Riffs entlockt werden, was die Spannung steigen und ein gewissen Stolz aufkommen lassen wird. Gebremst wird die aufkommende Euphorie durch die unbefriedigende Bespielbarkeit am Sattel. Die lediglich vorgekerbten Saitennuten führen die Saiten noch zu hoch über dem ersten Bund, was das saubere Greifen von Tönen und Akkorden in den unteren Lagen nur schwer und unkomfortabel zulässt (Abb. 12/rechts).
Der Spielkomfort und auch die Intonation verbessern sich exponentiell, wenn die störende Spannung am Sattel durch ein Optimieren der Sattelnuten eliminiert wird. Für einen guten Spielkomfort sollte die Sattelnut so bearbeitet werden, dass die Leersaite noch so gerade eben (ein Zehntel Millimeter reicht – eine Fühlerlehre ist das passende Werkzeug) über die Krone des ersten Bundes läuft. Für klare Verhältnisse drücke ich, wie auf Abb. 12/rechts zu sehen, die Saite am 3. Bund ab und bearbeite die Nut so lange, bis der gewünschte Abstand am ersten Bund (Pfeil) erreicht ist.
Abb. 13 – Die Sattelnuten werden bearbeitet (Bild: M. Doc Schneider)
Das geschieht in mehreren Schritten, in denen die Saite durch eine Sequenz aus Prüfen (Abb. 12/rechts), Nacharbeiten (Abb. 13) und wieder Prüfen auf die gewünschte Höhe gebracht wird. Das Bearbeiten der Sattelnuten kann mit Sägen in entsprechender Stärke beginnen (Abb. 13/oben), die Material recht effektiv entfernen aber auch beim Bearbeiten nicht aus der Richtung laufen. Da Sägen aber einen winkligen Grund hinterlassen, führe ich die finalen Arbeitsschritte mit entsprechenden Feilen durch (Abb. 13/unten), die der Nut einen halbrunden Grund verleihen, der die Saite akkurat führt.
Sind alle Nuten optimiert und die Situation am Sattel macht einen entspannten Eindruck, könnte die noch ungefällige und kantige Form des Bauteils auf Projektniveau gebracht werden. Bevor dafür die Saiten entspannt werden, kann aber (quasi in einem Abwasch) eine andere suboptimale Situation geklärt werden.
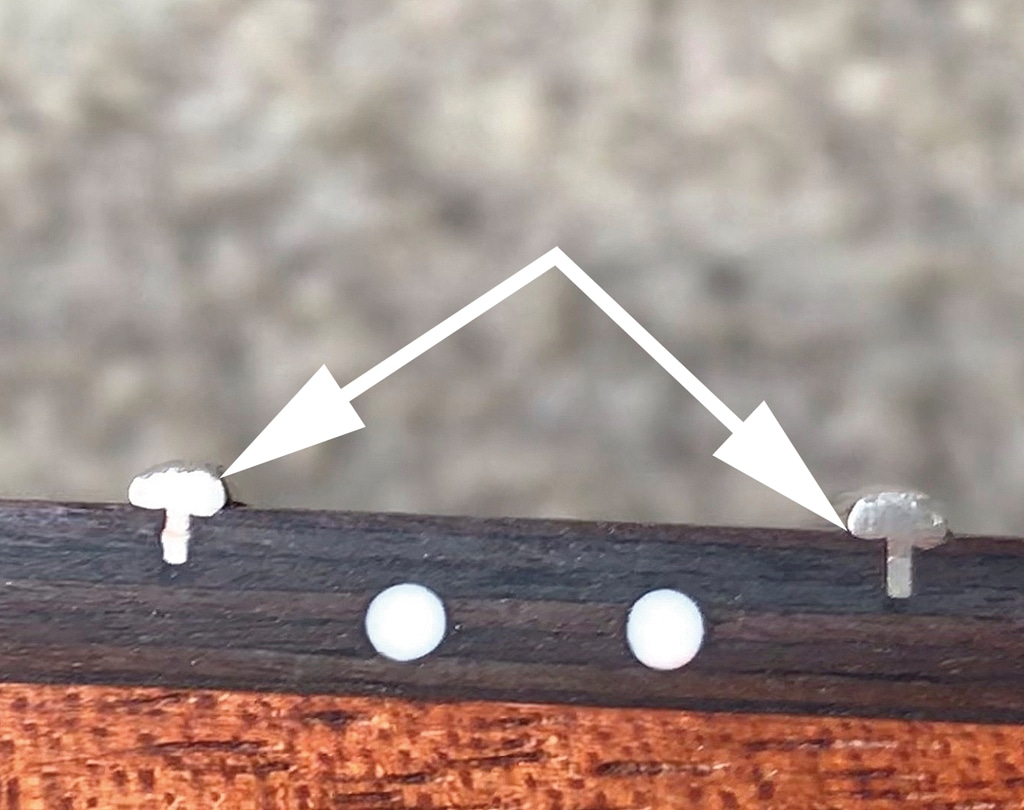
Abb. 14 – Optisch störend und scharf: Überstehende Schrauben (Bild: M. Doc Schneider)
Die Schrauben am Steg zum Einstellen der Intonation stehen optisch störend sehr weit aus dem Steg (Abb. 14). Das geht besser – optimal aber erst nach dem Einstellen der Intonation.
Somit steht der Auftakt für den nächsten – dann finalen – Projekt-Repair-Talk schon fest.
Endlich mal ein vollständiger Artikel. Prima.
Ich bin Hobby-TECH seit rd. 50 Jahren und führe diese Arbeiten bei jeder Gitarre, egal ob neu oder gebraucht, durch. Das ist das A + O für technisch und auch für das Ohr anspruchsvolles Spiel. Dabei ist das Thema Saitenspannung / Nut-Feilen wichtiger als viele denken: ein erfahrener Gitarrist fühlt und hört sofort die bessere Oktavoptminierung. Unerfahrenere Gitarristen merken es intuitiv, wenn diese Arbeiten nicht gemacht wurde, dass da irgendwas nicht stimmt, kennen den Grund aber nicht.
Was ich anders mache: ich stelle die Halsspannung auf voll gerade anhand eines notched Straightedge (anstelle des einfachen Straightedge wie hier beschrieben), weil damit das Griffbrettholz gerade gestellt wird, nicht die Bünde, deren Kronenhöhe dann durch Schleifen (wie beschrieben) egalisiert wird. Dazu benutze ich allerdings Radius-Klötze sowie anstelle des hier beschriebenen Holzklotzes ein Vierkant-Alu-Rohr (natürlich mit aufgeklebtem 400er Schleifpapier), weil die Präzision dadurch einfach besser ist. Bei diesem Arbeitsgang kann man weiter verfahren, wie hier beschrieben mit dem Straigtedge = massives exakt gerades Lineal.
Für die seitlichen Entgratungen zwecks Anschmiegen an die Griffbrettkante benutze ich nicht die Finger, sondern nehme ebenfalls das Alu-Rohr längsseits bis dort alles auf einer Ebene ist und an entlang der Griffbrettkante keine scharfen Stellen mehr fühlbar sind. Erst dann mache ich die Kronen-Entgratung rundherum – wie beschrieben -.
Diese Arbeiten lohnen sich bei jeder Gitarre. Viel Erfolg!
Mit musikalischen Grüßen
MrHKBlues aka gitte-varii in Youtube + ebay













Endlich mal ein vollständiger Artikel. Prima.
Ich bin Hobby-TECH seit rd. 50 Jahren und führe diese Arbeiten bei jeder Gitarre, egal ob neu oder gebraucht, durch. Das ist das A + O für technisch und auch für das Ohr anspruchsvolles Spiel. Dabei ist das Thema Saitenspannung / Nut-Feilen wichtiger als viele denken: ein erfahrener Gitarrist fühlt und hört sofort die bessere Oktavoptminierung. Unerfahrenere Gitarristen merken es intuitiv, wenn diese Arbeiten nicht gemacht wurde, dass da irgendwas nicht stimmt, kennen den Grund aber nicht.
Was ich anders mache: ich stelle die Halsspannung auf voll gerade anhand eines notched Straightedge (anstelle des einfachen Straightedge wie hier beschrieben), weil damit das Griffbrettholz gerade gestellt wird, nicht die Bünde, deren Kronenhöhe dann durch Schleifen (wie beschrieben) egalisiert wird. Dazu benutze ich allerdings Radius-Klötze sowie anstelle des hier beschriebenen Holzklotzes ein Vierkant-Alu-Rohr (natürlich mit aufgeklebtem 400er Schleifpapier), weil die Präzision dadurch einfach besser ist. Bei diesem Arbeitsgang kann man weiter verfahren, wie hier beschrieben mit dem Straigtedge = massives exakt gerades Lineal.
Für die seitlichen Entgratungen zwecks Anschmiegen an die Griffbrettkante benutze ich nicht die Finger, sondern nehme ebenfalls das Alu-Rohr längsseits bis dort alles auf einer Ebene ist und an entlang der Griffbrettkante keine scharfen Stellen mehr fühlbar sind. Erst dann mache ich die Kronen-Entgratung rundherum – wie beschrieben -.
Diese Arbeiten lohnen sich bei jeder Gitarre. Viel Erfolg!
Mit musikalischen Grüßen
MrHKBlues aka gitte-varii in Youtube + ebay