Abb. 1: Die „Achse“ wird ermittelt. (Bild: M. Doc Schneider)
Nachdem beim Projekt Hals und Korpus miteinander verklebt sind, kann nun das Aufmaß erfolgen. Ein kleines Wort für einen relativ wichtigen Arbeitsschritt, der für eine brauchbare Funktion der fertigen Gitarre zuständig ist.
Unter Aufmaß verstehe ich das Ermitteln der Mittellinie durch die nun fix vorgegebene Halsflucht und der daraus resultierenden Stegposition. Der aktuelle Repair Talk wird dies beispielhaft für den ausgewählten Einteiler des Projektes demonstrieren, das Prinzip ist aber allgemeingültig und kann auf eigene Hardware-Ideen übertragen werden.
Anzeige
ABGEKLEBT UND ANGEZEICHNET
Um die Mittellinie des Instrumentes zu ermitteln, verlängert man die Flucht der Griffbrettkanten und bestimmt mittig die gesuchte „Achse“ des Instrumentes. Abb. 1 zeigt einen praktischen Ansatz für das gesetzte Ziel. Die Decke der Gitarre wird mit schützendem aber auch leicht markierbarem Klebeband abgeklebt. Ein langes Lineal wird jeweils an die Kanten des Griffbrettes gelegt und dessen Flucht wird mit einem spitzen Bleistift auf das Klebeband verlängert. Der Bleistift sollte spitz sein, um akkurate Ergebnisse zu liefern, jedoch sollte er nicht mit zu viel Kraft geführt werden. Wenn der Handwerker sich ggf. auf dem Instrument verewigen will, ist dies noch nicht der richtige Zeitpunkt. Oder kurz: Akkurat anzeichnen ohne anzuritzen. Anschließend wird die Mittellinie der angezeichneten Griffbrettverlängerung errechnet und ebenfalls akkurat aber schonend angerissen (Abb. 1/rechts).
Abb. 2: Effektives Setup zum Übertragen der Maße (Bild: M. Doc Schneider)
Ein langes aufgelegtes Lineal kann nun zum Ermitteln der Stegposition genutzt werden (Abb. 2/links). Die „Null“-Markierung sitzt an der oberen Griffbrettkante. Das Lineal liegt in etwa mittig auf dem Griffbrett und wird am Korpusende durch einen Holzblock gestützt. So liegt das Lineal recht stabil in Position und ein kleiner Metallwinkel kann genutzt werden, um Gemessenes auf die Decke zu übertragen (Abb. 2/rechts).
VERTRAUEN IST GUT, KONTROLLE IST PRÄZISER
Zum Errechnen der Stegposition muss zunächst die Mensur (theoretische Schwingungslänge der Saite) ermittelt werden. Bei dem P-90-Bausatz würde man von der 628 mm-Mensur ausgehen, die von vielen historischen Vorbildern vorgegeben wird. Die Mensur errechnet sich aus dem doppelten Abstand vom Sattel zum 12. Bund. Das angelegte Lineal zeigt beim Projekt nicht ganz die 314 mm, die rechnerisch für die 628er-Mensur nötig wären (Abb. 3).
Bild: M. Doc Schneider
Abb. 3: Die Mensur wird nachgemessen …
Bild: M. Doc Schneider
Abb. 4: … und auf der Decke angezeichnet.
Nicht um Haare zu spalten, sondern mehr um den Bausatz optimal weiterzubauen, wird daher bei allen weiteren Berechnungen eine 627er-Mensur zugrunde gelegt. Mit dem kleinen Metallwinkel auf Abb. 4/links kann nun die 627er-Mensur präzise auf die Mittellinie übertragen werden. An der markierten Stelle wird im rechten Winkel zur Mittellinie eine Linie angerissen und somit ist die Mensur festgelegt (Abb. 4/rechts).
Die Mensur ist aber nur die theoretische Schwingungslänge der Saite. Eine perfekte aber real nicht existierende Saite würde bei einem Steg, der exakt an der Mensurlänge abstoppt, sauber mit den errechneten Bundpositionen zusammenarbeiten und korrekt intonierte Töne/Akkorde abliefern – und dies unabhängig von den Parametern der Saite. Die Praxis sieht aber anders aus, da sich beim Abdrücken der Saite am Bund die Saitenspannung leicht erhöht. Abhängig von den Parametern der Saite (Saitenstärke, Material, Saitenlage, etc.), wird diese durch das Abdrücken in der Tonhöhe leicht nach oben moduliert. Die Gitarre intoniert unsauber, da das Herausdrücken aus der Stimmung von Saite zu Saite verschieden sein wird.
Um diesen Effekt zu kompensieren und ein sauberes Intonieren zu ermöglichen, wird der Steg mit einer Zugabe (Spannungsplus) nach hinten positioniert – die Schwingungslänge wird etwas vergrößert. Der gedrückte Ton liefert so die gewünschte Tonhöhe. Wie groß die Zugabe ist, hängt von den oben erwähnten Parametern ab und wird später im Setup der Gitarre bei jeder Saite individuell ermittelt und eingestellt.
Für das Projekt heißt dies, dass der Steg so positioniert sein muss, dass sich die Mensur plus eine Zugabe einstellen lässt. Aus der Erfahrung heraus benötigt man bei einer Standardstimmung und Standardsaiten ca. 1,5 mm Zugabe bei der „e“– und ca. 2,5 mm bei der „E“-Saite. Eine Einstellmöglichkeit kürzer als die Mensur ist nicht erforderlich und physikalisch ausgeschlossen. Mit diesen Erkenntnissen und Maßen wird nun erst einmal der Steg begutachtet und vermessen, um das Bauteil besser kennenzulernen.
AUS THEORETISCH WIRD VORKOMPENSIERT
Der Einteiler des Bausatzes ist wieder auf das Spielfeld zurückgekehrt, weil angedachte alternative Ideen nicht umgesetzt werden konnten. Er ist aber mehr als eine Notlösung, da er, obwohl als Bauteil recht simpel, alles hat, was ein Steg inklusive eingebautem Saitenhalter braucht.
Abb. 5: Überprüfen des Einteilers (Bild: M. Doc Schneider)
Die Abb. 5/oben zeigt den vorkompensierten Verlauf der einzelnen Saitenauflagen. Gut zu erkennen ist die 3/3er-Anordnung, die diesen Steg für Saitensätze mit einer nicht umsponnenen G-Saite festlegt. Eine umsponnene G-Saite wäre bei dem großen Spannungsplus der G-Saitenauflage in puncto Intonation kaum in den Griff zu bekommen. Die Saitenauflagen folgen einem 12-Zoll-Radius (Abb. 5/Mitte), der zum überarbeiteten Griffbrettradius des Projekts passen wird. Die einzelnen Saitenauflagen sind klar definiert und hoch genug, um bei Bedarf die Nuten für die Saiten nachträglich zu bearbeiten (Abb. 5/unten).
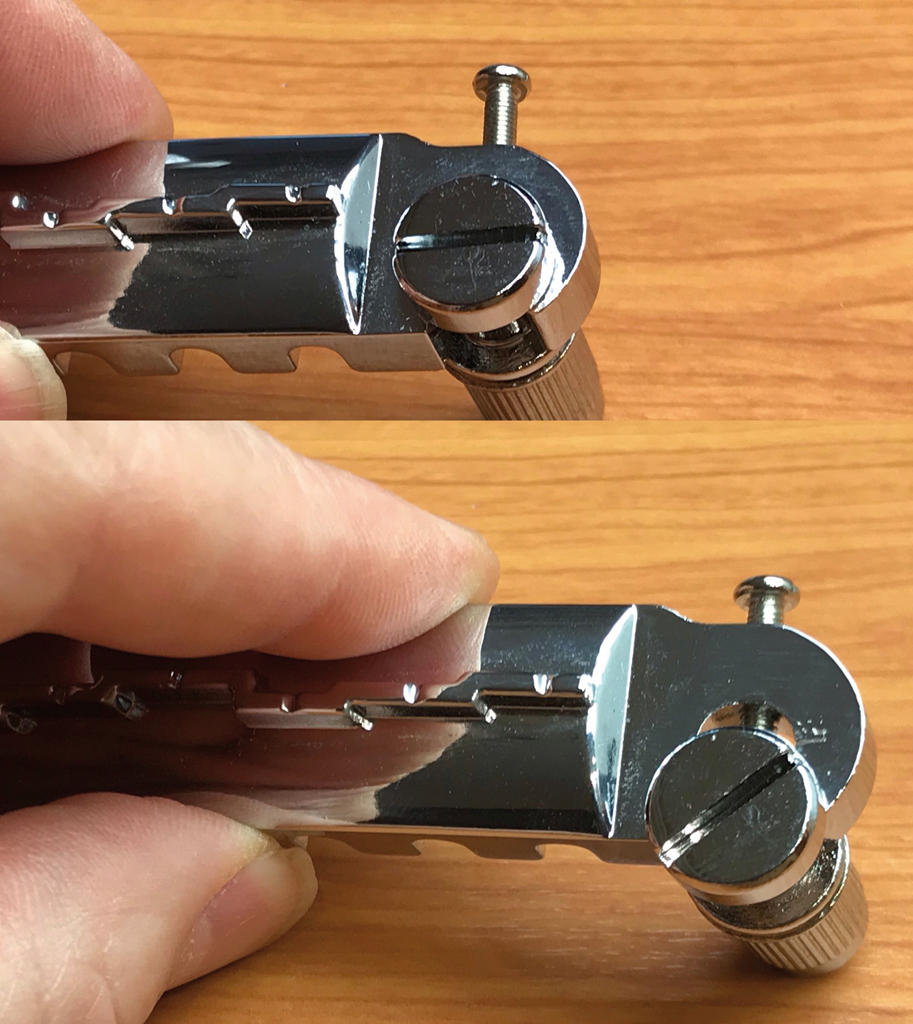
Abb. 6: Hat Limits – der Einstellweg am Steg (Bild: M. Doc Schneider)
Um im späteren Setup das korrekte Spannungsplus einzustellen, bietet der Einteiler lediglich die Möglichkeit, mittels zweier Schrauben (Abb. 6) den in einem länglichen Schlitz gehaltenen Steg in der Schwingungslänge einzustellen. Es empfiehlt sich, die Bolzen, die den Steg halten, in ihrer Position so zu errechnen und zu setzen, dass der Kopf des Bolzens möglichst ganzflächig den Steg hält (Abb. 6/oben). Sitzt der Steg quasi auf der letzten Rille (Abb. 6/unten), neigt das Bauteil dazu, unter Saitenzug nach vorne wegzukippen. Das würde natürlich nicht das sofortige „Aus“ für das Projekt bedeuten aber der gerade und definiert geführte Steg ist mit Sicherheit die statisch bessere Option und wird somit als Etappenziel gesetzt.
Um die Etappe erfolgreich zu meistern, muss nun ermittelt werden, in welchem Abstand die Befestigung zur Saitenauflage verläuft. Beispielhaft kommt der Einteiler unter das Messwerkzeug. Die Bolzen ganz am Anschlag (hinten), bilden die Schlitze der Bolzen eine Linie, die sie mit den kompensierten Auflagen der D- und e-Saite verbindet (Abb. 7).
Abb. 7: Die Befestigungspunkte werden errechnet. (Bild: M. Doc Schneider)
Ohne Spannungsplus würden die Hülsen der Bolzen mittig auf die Markierungen der Mensur gesetzt. Durch den langen Regelweg, den der Schlitz liefert, könnte man nun das Spannungsplus komplett aus den Einstellmöglichkeiten des Steges herausholen. Dementsprechend weit würden aber die Köpfe der Bolzen nach vorne wandern (Abb. 6/unten) und dem Steg nicht mehr die gewünschte Statik verleihen. Um jedoch das gesetzte Etappenziel zu erreichen, werden die Bolzen etwas weiter nach hinten (weg vom Hals) versetzt.
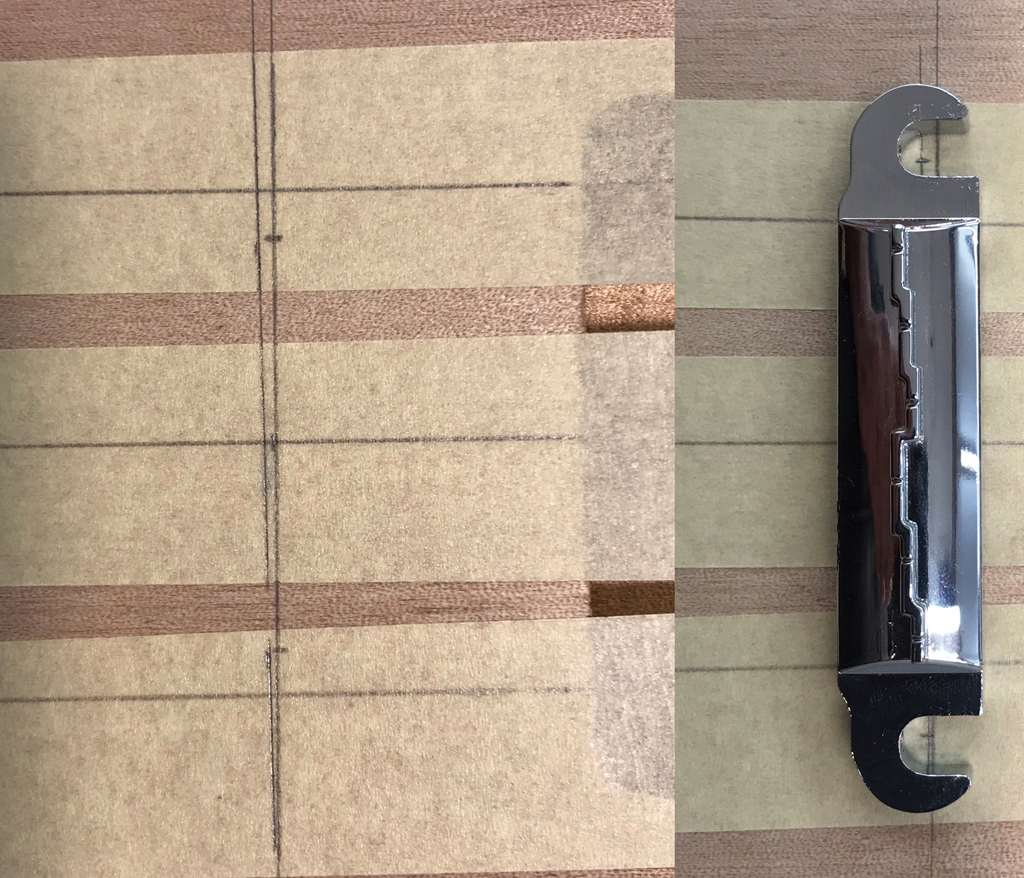
Durch die versetzten Saitenauflagen wird beim Einteiler das notwendige unterschiedliche Spannungsplus der verschiedenen Saiten bereits berücksichtigt, sodass ein übermäßiges Schrägstellen (von e zu E) nicht notwendig ist, um ein genügend großes Spannungsplus zu gewährleisten (s.o.). Beim Projekt addiere ich beim Treble ca. 0,5 mm, während ich beim Bass ca. 1,5 mm addiere. Das Errechnete ergibt eine Linie, die leicht schräg hinter der angezeichneten Mensur verläuft (Abb. 8/links).
Abb. 8: Anzeichnen und Überprüfen der Bolzenpositionen (Bild: M. Doc Schneider)
Der Bolzenabstand beim Einteiler misst 82 mm. Von der Mittellinie (Achse) des Instruments setzt man nun zwei 41-mm-Markierungen auf die ermittelte Befestigungslinie der Bolzen. Die markierten Positionen werden mit dem aufgelegten Bauteil überprüft (Abb. 8). Sieht alles gut aus und die Zahlen sind stimmig, können die Positionen mit einer Ahle angestochen werden.
ÜBERZEUGEND SCHLAGKRÄFTIG
Nachdem die Positionen für die Bolzen markiert wurden, können nun die entsprechenden Löcher gebohrt werden. Das Setzen der Bolzen benötigt schon eine gewissen Präzision, so dass diese Arbeiten mit einer stabilen Standbohrmaschine (Abb. 9/oben) durchgeführt werden sollten.
Abb. 9: Die Hülsen werden gesetzt. (Bild: M. Doc Schneider)
Die Einschlaghülsen für die Bolzen messen ca. 11,8 mm an der äußeren Riffelung und ca. 11 mm am stabilen Innenrohr. Durch die recht kurzen Hülsen und das sehr weiche Korpusmaterial empfiehlt es sich, die Hülsen sehr eng einzusetzen, um einen festen und dauerhaft stabilen Sitz zu gewährleisten. Beim Projekt wähle ich einen 11er-Holzbohrer mit Zentrierspitze. Die Zentrierspitze findet akkurat die angestochene Position und der Bohrer liefert zwei saubere Bohrlöcher. Die Tiefe der Löcher sollte die Hülsen und – für alle möglichen Einstellsituationen – die voll eingedrehten Bolzen aufnehmen können.
Wie erwartet war das Eintreiben der Bolzen durch die engen Vorgaben nur mit gröberem Werkzeug zu bewerkstelligen. Der zarte 300g-Hammer hat bis auf viel Lärm kaum etwas erreicht, sodass der kleine Fäustel in Verbindung mit einer entsprechenden und schützenden Zulage übernehmen musste. Eine für meine Werkstatt ungewöhnlich grobe Vorgehensweise, die aber zum gewünschten Resultat geführt hat. Die Hülsen sitzen schön stramm und sauber im Loch (Abb. 9/unten).
Es sei darauf hingewiesen, dass diese enge und verhältnismäßig brachiale Vorgehensweise nicht in allen Situationen möglich und nötig gewesen wäre – das muss jeder Tuner selbst ausreizen. Aber: Ein paar Zehntel nachbohren geht immer – andersrum ist schlecht.
Abb. 10: Erreichtes wird kontrolliert. (Bild: M. Doc Schneider)
Mit dem montierten Steg und einem langen Lineal kann nun in einer Zwischenanalyse kontrolliert werden, ob bis hierhin alles stimmig ist. Die Saitenflucht ist okay (Abb. 10/links), und auch die Aufbauhöhe funktioniert (Abb. 10/rechts).
MASSE SUCHT VERBINDUNG
Somit ist die Stegmontage fast abgeschlossen. In geistiger Vorbereitung der anstehenden Oberflächenbehandlung könnte man schnell die notwendige Masseverbindung der Saiten vergessen. Um die Saiten an Masse zu legen, wird beim Projekt ein Draht an der Hülse des Treblebolzens geklemmt und zum E-Fach geführt. Für die Oberflächenbehandlung ist es ohnehin notwendig, die Hülsen wieder zu ziehen (da gibt es im nächsten Repair Talk eine Werkzeugempfehlung), so dass die Montagelöcher wieder offen sind.
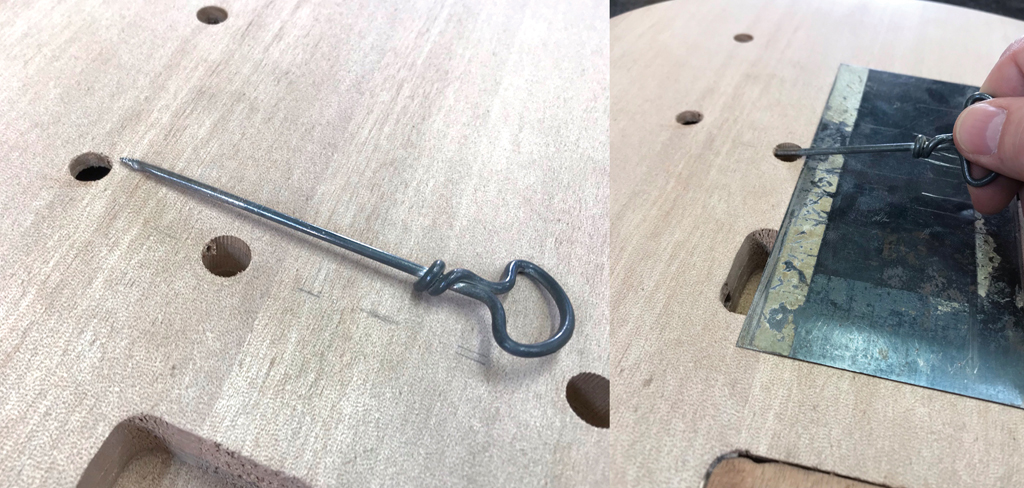
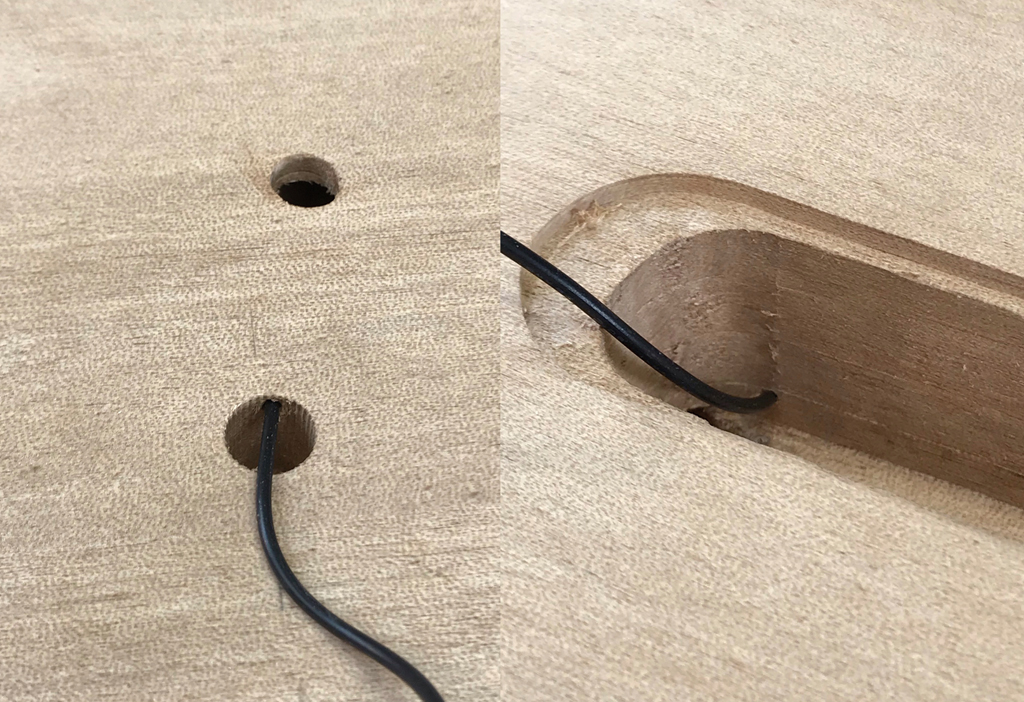
Abb. 11: Die Bohrung wird mit dem E-Fach verbunden. (Bild: M. Doc Schneider)
Mit einem Nagelbohrer verbinde ich das Loch mit dem E-Fach (Abb. 11), anschließend kann die Masseverbindung gelegt werden (Abb. 12). Hinweis: Das isolierte Kabel auf der Abbildung dient nur fotografischen Zwecken – ein blanker Draht war schlecht zu erkennen – und wird später entsprechend ersetzt.
Nach so viel Messen, Bohren und Treiben gönnt sich das Projekt eine kurze Zeit zum Verschnaufen, bevor es dann im nächsten Repair Talk direkt auf die Oberflächenbehandlung zuläuft.
Hallo,
statt der handelsüblichen Einschlaghülsen würde ich eine einzudrehende Rampa-Muffe verwenden. Ist zwar etwas teurer, aber ich habe damit sehr gute Erfahrungen gemacht, auch was das eventuelle Herausdrehen angeht.
Hier ein Link für eine mögliche Bezugsquelle: https://www.sautershop.de/rampa-muffe-typ-skd330-m6-18mm-10st.-ra-skd330-618×10?c=15573










Hallo,
statt der handelsüblichen Einschlaghülsen würde ich eine einzudrehende Rampa-Muffe verwenden. Ist zwar etwas teurer, aber ich habe damit sehr gute Erfahrungen gemacht, auch was das eventuelle Herausdrehen angeht.
Hier ein Link für eine mögliche Bezugsquelle:
https://www.sautershop.de/rampa-muffe-typ-skd330-m6-18mm-10st.-ra-skd330-618×10?c=15573
Viele sommerliche Grüße!
Joss