Repair Talk: Kopfplatten-Arbeiten beim Set-Neck-Projekt
von M. "Doc" Schneider,
Anzeige
Beim Aufbau eines Set-Neck Bausatzes ist die erste Sichtung abgeschlossen. Es folgt eine sinnvolle Planung der einzelnen Tuning-Schritte.
Das muss keine strikte Vorgabe werden und bleiben, es wird immer Abweichungen oder Änderungen geben. Die Schritte sollten jedoch so geplant werden, dass ein doppeltes Bearbeiten oder ein erschwertes Arbeiten umschifft werden. Bei dem Projekt ist sehr viel Arbeit am Hals zu erledigen, da ist es ratsam, Hals und Korpus noch nicht miteinander zu verleimen. Der Hals als Einzelbauteil lässt sich leichter handhaben und einspannen. Dadurch sind viele Arbeiten leichter zu erledigen, als wenn immer die ganze Gitarre bewegt werden muss.
Anzeige
SCHNÖDES PLASTIK MUSS WEICHEN
Schon in der ersten Begutachtung fiel der Sattel durch die Qualitätsprüfung. Da wird auch nicht mehr lange gefackelt und ein, zwei beherrschte Schläge mit dem (passenden) Hammer – dann gibt er auf (Abb. 1).
Abb.1: Entfernen des Plastiksattels (Bild: M. Doc Schneider)
Ein Blick auf die Unterseite des Sattels legitimiert die Entscheidung des Austausches endgültig: das Bauteil ist mehr oder weniger hohl, die Saiten sitzen also nur in einem recht labilen Konstrukt, welches nur teilweise – also nicht vollflächig – Kontakt mit dem Hals hat. Ein Knochensattel, der gut angepasst Saiten und Hals verbindet ist da sicherlich die bessere Option. Damit der angedachte neue Sattel einen guten Stand findet, muss das Plateau auf dem er stehen wird sauberer ausgearbeitet werden. Ich beginne mit einer größeren Feile (Abb. 2/oben).
Abb.2: Das Plateau wird nachgearbeitet. (Bild: M. Doc Schneider)
Die glatte Seite der Feile liegt am Griffbrett an und wird dort geführt. Auf diese Art werden Kleber- und Materialreste entfernt und das Plateau wird etwas breiter. Soweit es irgendwie geht, sollte die Griffbrettvorderkante unangetastet bleiben, da sich sonst die Mensur verändert. Es kann aber vorkommen, dass auch an der Vorderkante des Griffbretts Reste des Klebers hängen, die beim sauberen Platzieren des Knochensattels stören würden. Diese müssen natürlich auch entfernt werden. Dies ist aber in der Regel mit wenigen Feilbewegungen (die glatte Seite der Feile wird dann auf dem Plateau geführt) bewerkstelligt, ohne dass die Griffbrettvorderkante nennenswert an Material verliert.
Da die Feile nicht befriedigend an der Fuge Plateau/Unterseite Griffbrett greift, steche ich diese Fuge mit einem Stemmeisen nach (Abb. 2/unten), um ein sauberes Plateau zu erzielen.
Abb.3: Ein Platzhalter sitzt schon mal ganz gut (Bild: M. Doc Schneider)
Als Platzhalter für den späteren Knochensattel nehme ich einen ca. 4 mm breiten passenden Rohling, der in Griffweite der Werkbank herumlag. Auf das Plateau gesetzt zeigt er, dass die Arbeiten in die richtige Richtung gehen (Abb. 3), aber so richtig überzeugend sitzt er nicht. Da er nach vorne keinen Halt findet, müsste ohne weitere Führung auch der Knochensattel vor das Griffbrett gesetzt werden und durch einen entsprechenden Kleber fixiert werden. Das kann man so machen, aber besser ist es (angelehnt an historische Vorbilder), den Sattel in eine Nut zu setzen, in der er klar positioniert sitzt. Es reicht dann etwas Weißleim, um das Bauteil fest im Griff zu haben.
Neben der Statik ist aber die Optik auch noch nicht gefällig. Das gilt für die Form der Kopfplatte aber auch die Farbgebung. So ein P-90-Instrument verlangt förmlich nach einer schwarzen Kopfplatte gemäß den Vorbildern.
EINE PLATTE FÜR STATIK UND OPTIK
Der erste Plan zur Lösung des Problems war die Überlegung, zwei schwarze Furniere auf die Kopfplattenoberseite zu leimen. Das ergibt eine Stufe und die schwarze Farbvorgabe wäre auch erreicht. Noch während geplant wurde, wie die zwei Furniere entsprechend sauber aufgeleimt werden könnten, kam der Ansatz durch eine noch bessere Lösung wieder zurück in die Ideenschublade. Aus früheren Projekten war noch eine 2mm starke Platte aus Vulkanfiber vorrätig. Vulkanfiber ist ein Verbundmaterial auf der Basis von Papier. Das Material wird häufig für die Spulenkörper von Pickups verwendet und eben auch als schwarze Aufdopplung für Kopfplatten. Somit ist es das optimale Material, um die gesetzten Ziele zu erreichen.
Abb.4: Die finale Kopfplattenform wird angezeichnet. (Bild: M. Doc Schneider)
Den Rohling der Kopfplatte werde ich an der Vorderseite gemäß meines 3/3er-Design formen (Abb. 4). Dabei bleibt ein kleiner Überstand, in den ich zwei 1,5-mm-Löcher bohre (Abb. 5/oben).
Abb.5: Vorbereiten der Aufdopplung aus Vulkanfiber (Bild: M. Doc Schneider)
Dann bringe ich die Fiberplatte grob auf Form. Wichtig dabei ist der gerade aber angeschrägte Ansatz zum Sattel. Der Ansatz sollte in etwa rechtwinklig zur Mittellinie der Kopfplatte sein. Um der abgewinkelten Kopfplatte zu folgen, muss die Kante etwas angeschrägt werden. Geschrieben etwas umständlich nachzuvollziehen, ergibt jedoch die Praxis sehr transparent die Lösung. Vor der Griffbrettkante steht der Sattelplatzhalter. An dessen Vorderseite wird die Fiberplatte angesetzt. Die Kante muss so angepasst werden, dass die Platte bündig am Sattel anliegt und diesen auch schon gut festhält. Anschließend wird dann der Zugang zum T-Rod ausgesägt (Abb. 5/unten).
So vorbereitet presse ich die Platte vor den Sattel und fixiere sie mit einer kleinen Schraubzwinge. Im nächsten Schritt bohre ich von der Rückseite mit einem 1,5-mmBohrer durch die beiden vorgebohrten Löcher (auch durch die Fiberplatte) bevor ich dann von unten zwei 1,5-mm-Nägel durch Kopfplatte und Fiberplatte schiebe.
Abb.6: Nägel verhindern ein Wegrutschen beim Verkleben (Bild: M. Doc Schneider)
Die Nägel fixieren die Fiberplatte in Position (Abb. 6/rechts). Ein Versatz beim Verkleben wird so weitestgehend vermieden. Damit die Fiberplatte schön gleichmäßig auf der Kopfplattenoberseite verklebt wird, fertige ich eine entsprechende Zulage (Abb. 6/links) an. Wichtig bei der Zulage sind die beiden zu erkennenden Löcher, die die Nägel aufnehmen.
Obwohl Vulkanfiber auch mit Leim auf der Holzoberfläche der Kopfplatte fixiert werden könnte, wähle ich für diesen Arbeitsschritt Epoxydharzkleber. Dieser Kleber ist spaltfüllend. Das ist gerade beim Projekt hilfreich, da die Kopfplatte im Bereich der Kanten leicht verrundet ist. Ein Arbeiten mit Weißleim, der eher schwache Fülleigenschaften hat, würde unter Umständen eine offene Fuge hinterlassen. Epoxydharz klebt und füllt und ist somit der konsequentere Ansatz.
Bevor ich mit dem Anrühren von Harz und Härter die heiße Phase einleite, wird alles das geschützt, was nicht verklebt werden soll. Gerade die T-Rod-Mutter und der T-Rod-Kanal sollten vor ungewünschtem Kleber geschützt werden. Zusammengedrücktes Papier oder Kleberband können diese Aufgabe übernehmen.
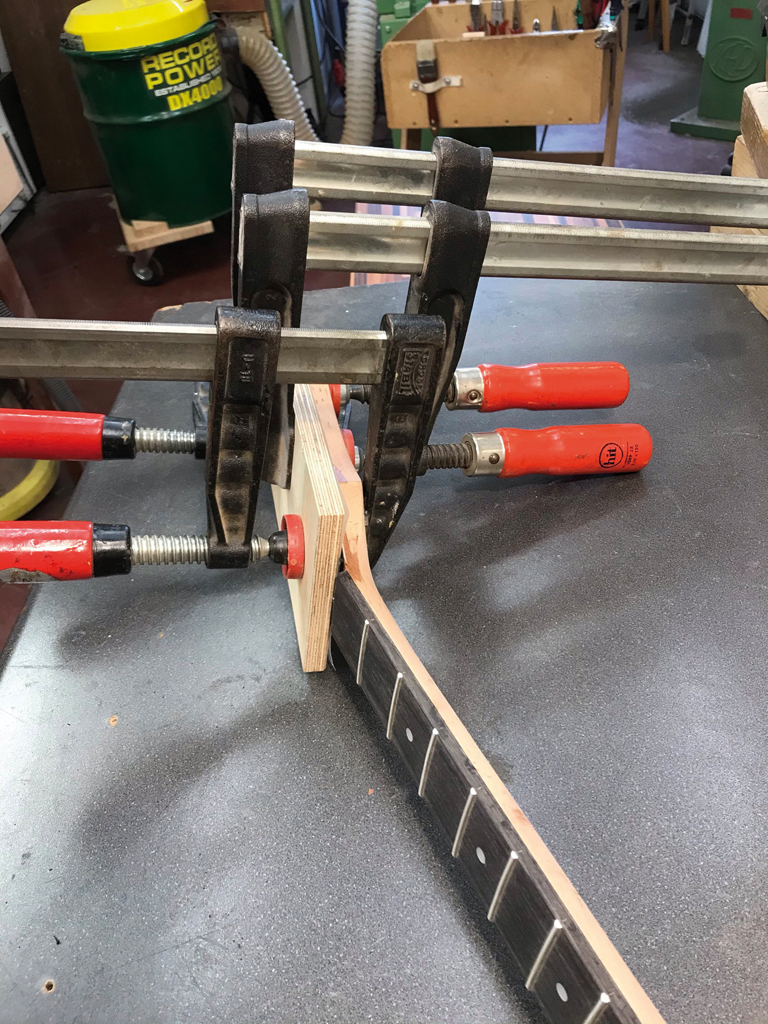
Abb.7: Kopfplatte und Aufdopplung unter Druck (Bild: M. Doc Schneider)
Ist alles vorbereitet, wird der Kleber angesetzt, aufgetragen und die Vulkanfiberplatte wird mit der Kopfplatte verklebt (Abb. 7). Die beiden Nägel und der noch in der Nut stehende Platzhalter halten die Fiberplatte wie geplant in Position. Sitzen die Zwingen, entferne ich den Platzhalter. Anschließend kann und sollte evtl. eingekrochener Kleber aus der Nut entfernt werden.
MIT BENZIN GEGEN HONIG
Epoxydharz ist durch seine honigartige und klebrige Konsistenz nur schwer sauber zu entfernen – es gibt schnell eine Schmiererei. Bei der Verwendung von Weißleim hilft Wasser beim Säubern. Beim Epoxydharz übernimmt Waschbenzin (ein mildes Reinigungsmittel) diese Funktion. Ein mit Waschbenzin getränktes Tuch wird um ein schmales Werkzeug gewickelt und durch die Nut geführt.
So kann recht schnell und effektiv der Bereich gesäubert werden, ohne zu verschmieren. Waschbenzin hilft aber nur solange der Kleber noch nicht ausgehärtet ist. Einmal durchgehärtet ist der Kleber nicht mehr anzulösen. Dann hilft nur ein mechanisches Entfernen. Gerade im T-Rod-Kanal ist es kaum zu vermeiden, dass nach dem Verkleben Kleberreste störend im Weg sind. Epoxydharz ist mit Hitze auch im gehärteten Zustand recht überzeugend zur Aufgabe zu bewegen.
Über einer Heißluftpistole erhitze ich eine Messerspitze. Die heiße Messerspitze arbeitet sich leicht in den ungewünschten Kleberläufer und entfernt diesen. Welches Messer, wieviel Hitze und wieviel Kraft ist immer situationsabhängig aber die Methode mit Hitze gegen Epoxydharz vorzugehen kann bei entsprechend vorsichtiger Vorgehensweise durchaus hilfreich sein. Egal welcher Ansatz gewählt wird: Schon in dieser Phase des Aufbaus sollten störende, die spätere Funktion einschränkende Kleberreste entfernt werden. Ein T-Rod nützt nichts, wenn der Inbus ihn nicht erreicht oder nur ungenügend bewegt werden kann. Beim Projekt ist durch den Einsatz des heißen Messers alles sauber (Abb. 8) – und auch nichts verbrannt!
Abb.8: Müssen entfernt werden: Störende Kleberreste. (Bild: M. Doc Schneider)
SANFTES BOHREN
Ganz ohne Hitze, also rein mechanisch, werden die Mechaniklöcher nachgearbeitet. Auch hier sitzen störende Kleberreste und zudem ist die Vulkanfiberplatte auch noch ohne Bohrungen. Dieses Durchbohren ist in meinen Augen keine schnelle Nummer, die mal eben freihändig durchgeführt werden kann. Ein Ausreißen der Fiberplatte muss verhindert werden. Rein optisch aber auch wegen der Funktion. In der Platte sitzen später die Einsteckhülsen der Mechaniken. Und die verlangen nach einem sauberen, ausrissfreien Befestigungsloch. Um dies zu erreichen, spanne ich den Hals unter eine Standbohrmaschine (Abb. 9).
Abb.9: Nacharbeiten der Mechaniklöcher (Bild: M. Doc Schneider)
Gut fixiert und nur mit leichtem Druck entfernt der Bohrer so zunächst die Kleberreste, um dann das Loch der Kopfplatte in die Vulkanfiber zu übertragen. Der eine oder andere Tuner empfindet diese Vorgehensweise vielleicht als ein bisschen übervorsichtig aber das Resultat spricht für sich (Abb. 10). Kein Ausriss – saubere Löcher.
Abb.10: Sauber gebohrt aber noch unscharf in der Kontur (Bild: M. Doc Schneider)
Im nächsten Arbeitsschritt wird die noch überstehende Fiberplatte an die Form der Kopfplatte beigearbeitet. Vulkanfiber lässt sich zwar auch mit Handwerkzeug (Raspel, Feile, Schleifpapier) gut bearbeiten, um Zeit und Kraft zu sparen, greife ich für diesen Arbeitsgang jedoch zur Fräse.
Das Griffbrett steht höher als die Fiberplatte, so dass eine Fräse nicht ohne weiteres auf der Kopfplatte geführt werden kann. Die Grundplatte der Fräse würde gegen das überstehende Griffbrett stoßen, der Fräser würde nicht alle relevanten Kanten erreichen.
Abb.11: Eine Distanzplatte liefert die plane Auflagefläche. (Bild: M. Doc Schneider)
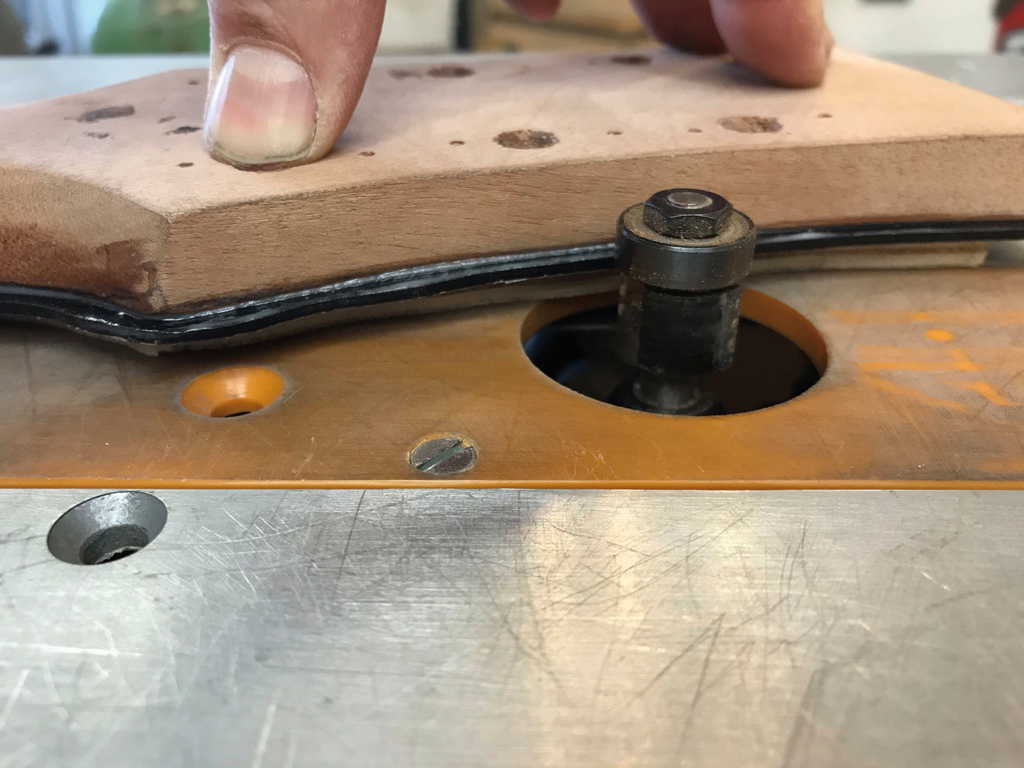
Die Lösung könnte in einer Distanzplatte liegen (Abb. 11). Eine entsprechend geformte Holzplatte wird mit doppelseitigem Kleberband auf der Fiberplatte befestigt. Mit ruhigem Händchen könnte nun eine Oberfräse geführt werden. Möglich aber zu wackelig. Sicherer ist es, die Fräse in einem Frästisch (kostet heutzutage auch nicht mehr die Welt) zu fixieren und den Hals dann an der Kopfplatte gegen den eingespannten Kopierfräser zu führen (Abb. 12).
Abb.12: Die überstehende Aufdopplung wird bündig gefräst. (Bild: M. Doc Schneider)
Welches Werkzeug zum Einsatz kommt, hängt vom eigenen Werkzeugpark ab und (ganz wichtig!) davon, welche Methode den meisten Spaß macht. Denn das ist die treibende Kraft hinter so einem Projekt. Sonst kann man gleich fertige Stangenware kaufen.
Abb.13: Noch etwas eintönig und kantig: Die Kopfplatte im Zwischenstadium. (Bild: M. Doc Schneider)
Die Abb. 13 zeigt den aktuellen Status Quo der Projektgitarre. Die aufgedoppelte Kopfplatte ist grob auf Form gebracht und durch die Aufdopplung hat der Sattel zur Positionierung eine klar definierte Nut. Noch immer nicht formvollendet fordert die Kopfplatte im nächsten Repair Talk noch das feine Händchen, um in der Form aber auch der Optik gefälliger zu werden.