Nachdem im letzten Repair Talk die Projektgitarre in puncto Aufmaß weitestgehend auf Spur gebracht wurde, kann nun das eigentliche Customizing beginnen.
Einen Ahornhals mit einem Standard 3-Singlecoil-Stratobody verquicken macht zwar Spaß, hätte man auf dem unendlichen Markt des Internets aber auch leichter und wahrscheinlich auch billiger haben können. Richtig Custom wird es erst, wenn das Projekt immer näher an die persönlichen Vorgaben und Wünsche gebracht wird.
Anzeige
Im Parts-Mix (zwei Tüten und ein Karton – wir erinnern uns) fand sich ein Schlagbrett für eine H/S/H-Bestückung, während der Body mit 3 Singlecoil-Fräsungen ausgestattet war. Dies ist eine typische Situation für das persönliche Customizing. Unterschiedliche Bauteile müssen aufeinander abgestimmt werden, damit die persönlichen Ansprüche erreicht werden können.
Häufig kommen dabei Fräswerkzeuge und Schablonen zum Einsatz. Dies ist eine sichere, erprobte und akkurate Methode, vorhandene Fräsungen anzupassen bzw. herzustellen. Da sind die möglichen Anwendungen endlos und auch interessant, deren Einzeldarstellung würde jedoch den Rahmen dieses Repair Talks sprengen. Daher werde ich exemplarisch am Projekt-Body zeigen, wie mit entsprechendem Fräswerkzeug und Hintergrundinfos eigene Ideen umgesetzt werden können.
Respect, please
Vorab möchte ich aber darauf hinweisen, dass professionelles, also funktionierendes, Customizing eine gewisse Vorsicht gebietet. Hier heiligt der Zweck nicht die Mittel bzw. die gewählte Methode. Als unterhaltsames „so nicht“-Beispiel dient der Stratbody auf Abb.1. Je weiter man ins Innere des Korpus’ vorstößt, desto gravierender werden die durch unsachgemäßes Customizing hervorgerufenen „Verletzungen“.
Abb. 2: … wird innen häufig noch schlimmer.
Hier wurde offenbar mit einem Schraubendreher und dem 2-Kilo Fäustling versucht, Fräsungen anzupassen. Abb.1 und 2 sprechen für sich. Der gezeigte Body ist aber nicht unbedingt ein Einzelfall. In den Anfängen des Gitarren-Tunings wurde häufig suboptimales Werkzeug (Forstnerbohrer, Stemmeisen, etc.) dazu benutzt, Korpusfräsungen anzupassen. Nicht immer ganz so brutal und grobschlächtig durchgeführt wie beim gezeigten Stratbody aber immer noch weit von einem professionellen Ansatz entfernt.
In der heutigen Internetzeit mit all den zur Verfügung stehenden Informationen, kann man solch ein Customizing auch wesentlich materialschonender ans Ziel bringen, zumal ich aus der Erfahrung heraus behaupten kann, dass ein gutes Customizing in der Regel auch Gutes liefern wird.
Luft ist gut
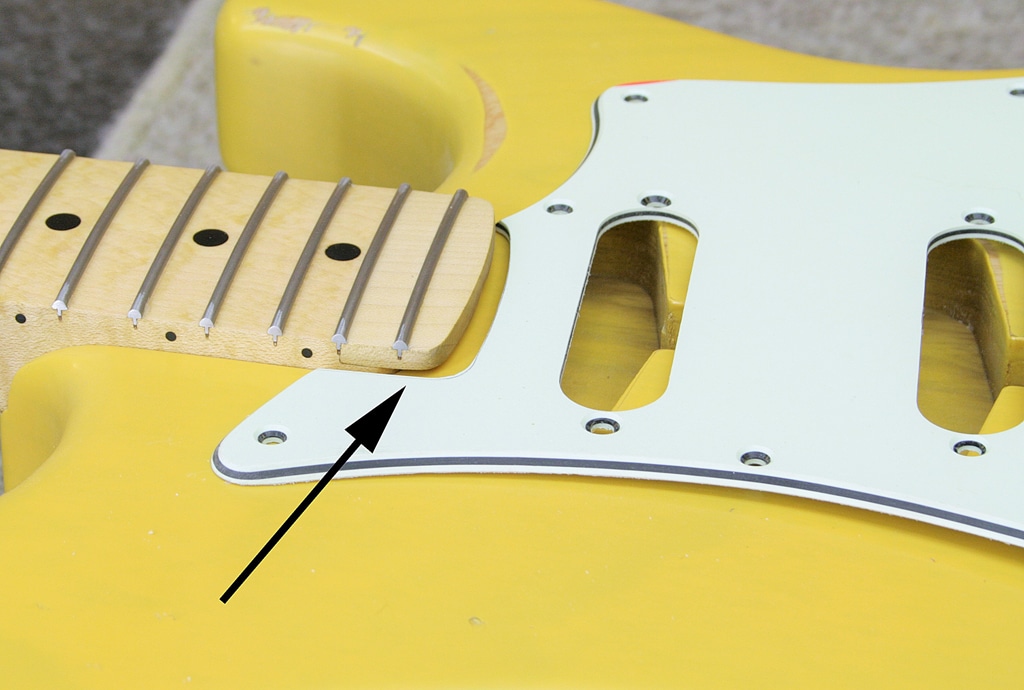
Damit diese Messlatte auch beim Projekt erreicht wird, setze ich erst einmal das Schlagbrett auf. Kritisch ist hier zunächst der Bereich der Halstasche (Abb. 3). Hat der Hals einen Überhang (verlängertes Griffbrett), sollte dieser Überhang bei fest angeschraubtem Hals das Schlagbrett nicht einklemmen. Es besteht die Gefahr, dass sich der Überhang nach oben wegdrückt (scheppern), oder im Extremfall der Übergang Griffbrett/Unterbau einreißt.
Abb. 3: Ein lockerer Sitz mit etwas „Luft“ vermeidet Probleme.
In solchen Situationen ziehe ich zunächst einmal den Hals fest. Dann schiebe ich das Schlagbrett unter den Überhang. Dieser Vorgang sollte locker und ohne Klemmen möglich sein, andernfalls nehme ich den Hals wieder ab und reduziere den Überhang an der Unterseite bis sich das Schlagbrett mit etwas Luft darunter schieben lässt.
Ähnlich „luftig“ sollte die Situation am Vibrato sein. Um das Vibrato sollte ein Spalt von ca. 1 bis 2 mm herumlaufen (Abb. 4). Läuft das Schlagbrett zu nah am Vibrato, wird dieses ggf. geklemmt und an der reibungsfreien Funktion gehindert.
Abb. 4: Etwas Abstand verhindert Reibung.
Es lohnt sich, in diesem Stadium darauf zu achten, dass das Schlagbrett locker, ohne zu klemmen, in der gewünschten Position sitzt. Quetschen und Drücken in der Hoffnung, dass am Ende alles gut wird, bereut man in den meisten Fällen mit einem zeitaufwendigen und frustrierenden zweiten Ansatz.
Dübeln gegen Spannung
Um den gerade erzielten Teilerfolg nicht zu gefährden, kann es notwendig werden, die Positionen der Schlagbrettschrauben zu überprüfen und ggf. zu überarbeiten. Die Position der Löcher ist nicht immer so einheitlich wie sich der Gitarren-Tuner das vorstellt. Dreht man die Schrauben jedoch schief ein, verzieht sich eventuell die Position des Schlagbretts – es kommt Spannung auf, das Schlagbrett sitzt nicht mehr so gut.
Abb. 5: Alte Schraublöcher werden gedübelt.
Darum empfiehlt es sich, ggf. die Schraublöcher zu verdübeln und neu zu setzen. Das geht auch recht fix. Ich bohre die alten Löcher 4 mm im Durchmesser ca. 12 mm tief auf. Dann schneide ich ca. 10 mm lange Stücke von einem Langholzdübel aus Holz (den gibt es im Baumarkt). Mit einer Spritze gebe ich etwas Leim in die Löcher (Abb. 5) und treibe anschließend die Dübel mit einer passenden Zulage bündig ins Loch. So bleibt nichts überstehen, was beigearbeitet werden muss und man hat im Anschluss eine quasi jungfräuliche Situation, in der die Schraublöcher spannungsfrei neu gesetzt werden können.
Präzise kopieren
So vorbereitet können nun die Positionen für die Fräsungen angerissen werden (Abb. 6). Beim Projekt dient das Schlagbrett bequemerweise als Positionsvorgabe und zeigt genau, wo die HB-Fräsungen sitzen müssen.
Abb. 6: Anreißen der Humbuckerposition
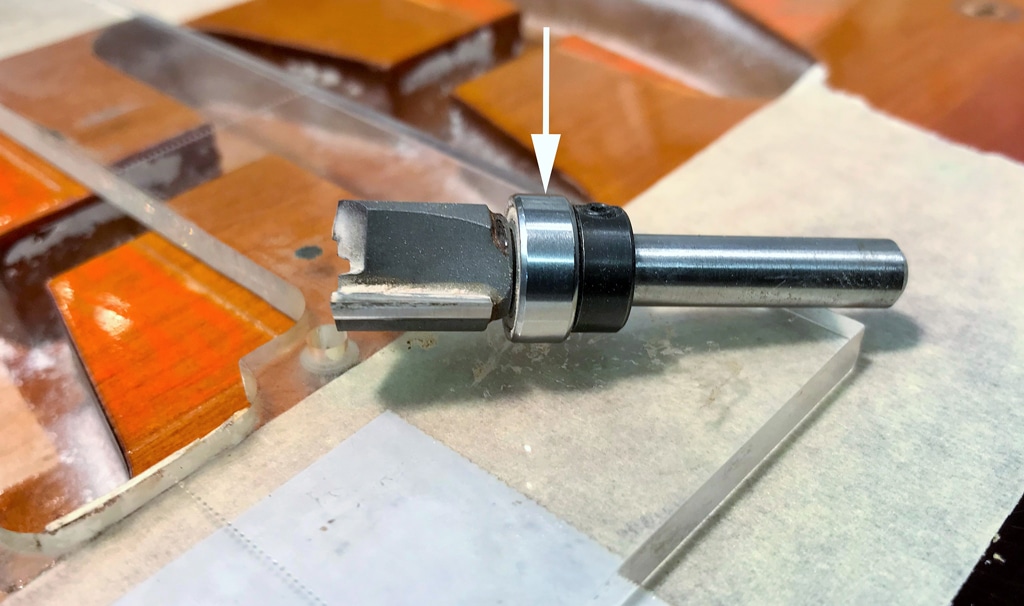
Das Werkzeug der Stunde ist der Kopierfräser (auch Bündigfräser) auf Abb. 7. Er hat einen Anlaufring (Pfeil) mit dem gleichen Durchmesser wie das Schneidwerkzeug. Führt man ihn an einer Schablone, wird deren Form 1:1 übertragen.
Abb. 7: Kopiert 1:1 – der Kopierfräser
Entsprechende Schablonen aus Sperrholz oder Plexiglas bietet der Fachhandel bzw. das Internet. Die passende Schablone in diesem Fall ist die „Korpusfräsung für Humbucker“– Variante (Bezeichnungen können variieren).
Abb. 8: Schablone in Position gebracht und fixiert
Derartige Schablonen werden üblicherweise in der angezeichneten Position mit doppelseitigem Klebeband fixiert (Abb. 8). Mit erhobenem Zeigefinger sei an dieser Stelle darauf hingewiesen, dass dieser Klebebandtyp eine enorme Klebekraft haben kann. Damit man beim Entfernen nicht den penibel gealterten Lack gleich mit abzieht, klebe ich zunächst eine Lage normales Kreppklebeband auf die Korpusoberfläche. Auf dieses Kreppband mit geringerer Klebekraft klebe ich dann das Doppelseitige auf. Diese Variante hält und hinterlässt beim Abziehen wenn überhaupt nur marginale Spuren.
Aber Obacht: Zu lange (etwa über Nacht) würde ich das Klebeband nicht auf der Oberfläche kleben lassen. Bestimmte Lacktypen reagieren auf die Lösungsmittel in der Klebeschicht. Es ist mir schon passiert (schwarze Paula aus den 70ern) dass nach dem Abziehen die Klebebandstruktur ganz leicht im Lack zu erkennen war. Das lässt sich wegpolieren, kann aber durch zügiges Arbeiten minimiert bzw. verhindert werden.
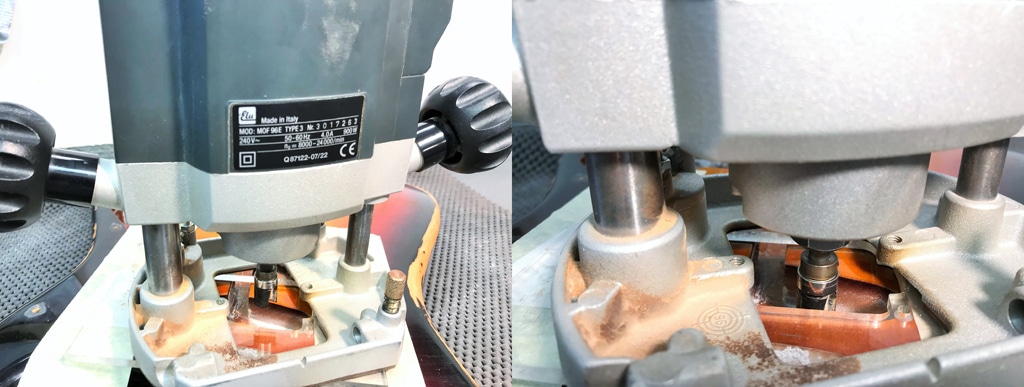
Abb. 9: Oberfräse mit Kopierfräser ready for action
Ist die Schablone fixiert, kann der Fräser stufenweise an die Arbeit gehen (Abb. 9). Nach einer geraumen Zeit mit viel Lärm und Staub stellt sich die Situation wie auf Abb. 10 dar: Es wurde Platz für die beiden Humbucker geschaffen.
Abb. 10: Aus 3 x SC wurde H/S/H
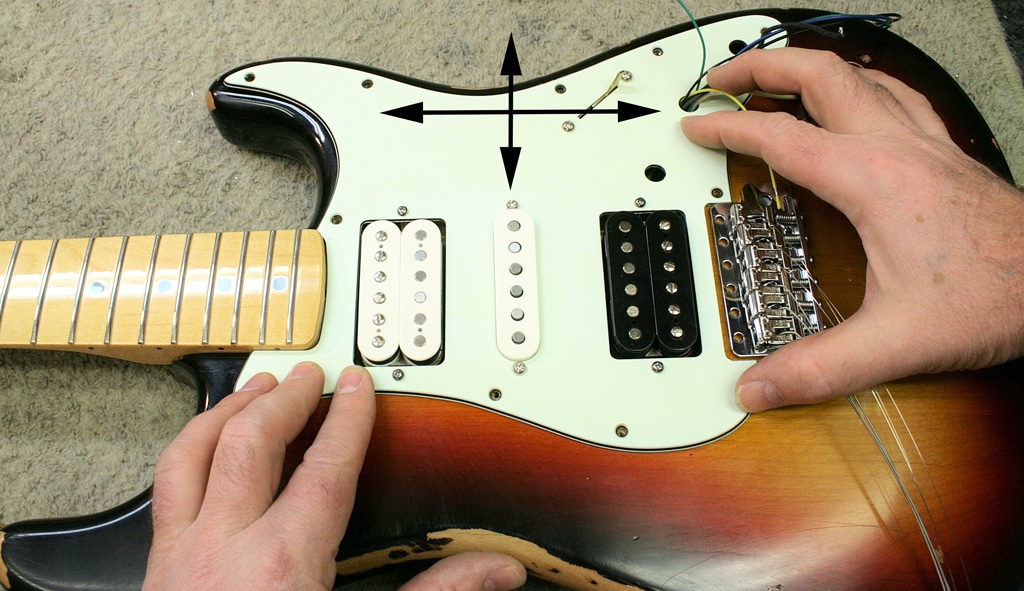
Es folgt eine Funktionskontrolle. Dazu montiere ich relevante Bauteile auf das Schlagbrett und positioniere das Ganze in der Bodyfräsung. Das komplett bestückte Schlagbrett sollte sich frei in der Fräsung bewegen lassen. Es geht nicht um Zentimeter sondern eher um Millimeter – nur so viel, dass die Einheit nicht gequetscht und ohne Spannung in der Fräsung sitzt (Abb. 11).
Abb. 11: Der „Sitz“ des Schlagbrettes wird überprüft
Trotz aller Vorarbeit und Erfahrung macht die Projektgitarre dabei aber nicht mit. Es hakt irgendwo, das Schlagbrett sitzt nicht gut. Wieder einmal schmeißt irgendein Bauteil einen Stolperstein in den Weg.
Es sind die breiten Füße der Fender-Humbucker (Abb. 12), die nicht zur Schablone passen. Man könnte frei Hand nachfräsen oder – mit der nötigen Vorsicht – die Füße an ihren Ecken diagonal kürzen, damit sie besser dem Verlauf der Fräsung folgen und nicht im Weg sind.
Abb.12: Störenfriede: Die breiten Füße des Humbuckers
Gedacht – getan. Und nun sitzt das Schlagbrett mitsamt der Humbucker spannungsfrei und mit ausreichend Spiel im Korpus. Die Pickups drücken sich nicht irgendwie schräg hoch sondern sitzen schön parallel zur Schlagbrettoberfläche – Etappenziel erreicht.
Ein Ziel, welches vielleicht den Rahmen der Möglichkeiten vieler Gelegenheits- Tuner sprengt. Nicht jeder Gitarren-Tuner nennt Oberfräse, Fräser etc. sein Eigen und/oder ist mit deren Umgang vertraut.
Hier kann die Zusammenarbeit mit einem versierten Hand- oder Heimwerker helfen. Dieser hat ggf. den notwendigen Werkzeugfuhrpark und weiß diesen zu bedienen, während der Gitarren-Tuner versteht warum welche Fräsung an welche Stelle gehört. Möglicherweise ein zielführendes Joint Venture. Kommt keine fruchtende Zusammenarbeit zustande, empfehle ich dem Material zuliebe (ich erinnere an Abb.1 und 2) einen Gitarrenbauer mit ins Boot zu holen. Gefühlt nimmt das vielleicht etwas den Spaß – da man das Projekt ja eigentlich alleine über die Ziellinie bringen möchte – aber das in der Regel dann saubere und brauchbare Ergebnis entschädigt schnell.
Das Customprojekt biegt unterdessen zwar noch nicht mit voller Fahrt in die Zielgerade ein, ist aber nach den Fräsarbeiten und der teilweisen Montage der Hardware aus dem Gröbsten raus. Da kann es dann im nächsten Repair Talk auch ohne erweiterten Werkzeugfuhrpark weiter gehen.